チタンの表面処理|陽極酸化とPVDの選び方・比較表
チタンの表面処理|陽極酸化とPVDの選び方・比較表
チタンに色を付けたいのか、性能を上げたいのかで、選ぶ処理は最初に分けて考えるべきです。識別や意匠なら陽極酸化、摺動・高温・耐摩耗ならPVDが第一候補で、この判断だけで選定の迷いはだいぶ減ります。
チタンに色を付けたいのか、性能を上げたいのかで、選ぶ処理は最初に分けて考えるべきです。
識別や意匠なら陽極酸化、摺動・高温・耐摩耗ならPVDが第一候補で、この判断だけで選定の迷いはだいぶ減ります。
本記事は設計者・調達担当者・加工担当者を対象に、陽極酸化とPVD(代表的な膜種・成膜方式)の比較を通して、外観・耐摩耗・寸法影響・高温特性などの判断材料を整理します。
この記事では陽極酸化の膜厚目安(約10〜300 nm)やPVDの膜厚目安(約2〜4 μm)、PVD硬質膜の硬さ目安や TiN の表面粗さの報告例といった「代表レンジ」を提示し、それらの扱い方(出典・測定条件の明記など)まで解説します。
これらの数値は「代表値・目安」であり、膜種、成膜方式、下地仕上げ、膜厚、測定方法などで変動します。
仕様書に数値を載せる際は出典と「目安」表記、成膜方式や測定条件の併記を必ず行い、見積もりと仕上がりのブレを抑える運用についてまで整理します。
現場では、医療器具の色識別で陽極酸化を選んだものの、下地のヘアライン方向で色味がずれて外観評価が割れた、という話は珍しくありません。
逆に、かじりやすい摺動ボルトをTiN系PVDへ切り替えて摩耗寿命を伸ばすのはよくある改善パターンで、見た目の処理と性能の処理は分けて考えるほうが失敗が減ります。
参考価格の記載は出典(3ERPの事例)に基づくものであり、掲載例は主に米国事例を含みます。
地域、業者、ロット、色管理やマスキングの有無などで大きく変動するため、表中の価格は「参考」として扱ってください。
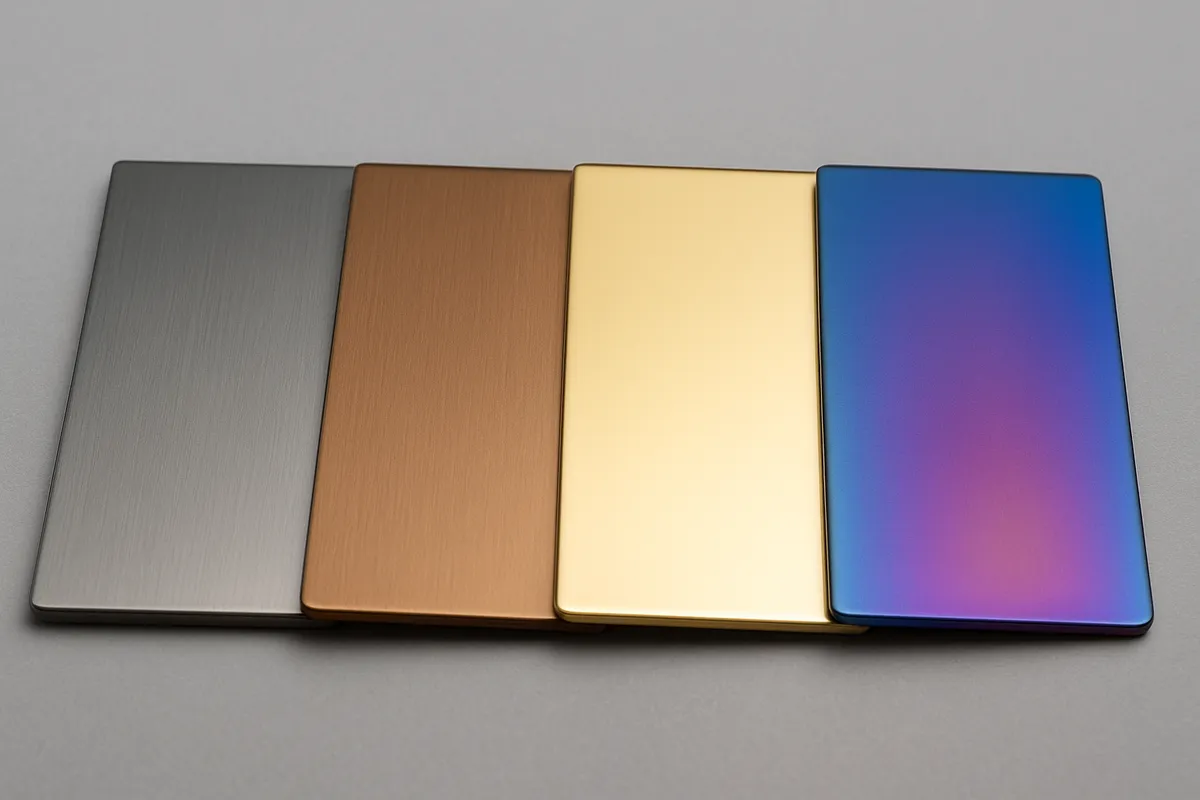
チタンの陽極酸化は干渉色で発色する処理で、東陽理化学研究所や東大阪市技術交流プラザの原理解説を踏まえると、電圧目安は20〜100 V、処理時間は30〜120 分程度の運用例が報告されています。
参考価格としては 3ERP による事例で約 $5〜$15/ft² と示されていますが、この価格は地域、業者、ロット、色合わせやマスキングの有無などで大きく変動するため、「参考」として扱う必要があります。
チタンの表面処理が必要になる場面
代表的な要求シーンの整理
チタンはもともと不動態皮膜を持つため、耐食性だけを理由に追加処理を選ぶ場面は多くありません。
表面処理が必要になるのは、摩耗、焼き付き(かじり)、外観の作り込み、部品識別といった別の要求が前面に出るときです。
そこで最初に押さえておきたいのが、陽極酸化は10〜300nm、PVDは2〜4μmという膜厚レンジの差です。
ここは単なる単位の違いではなく、発色中心の処理なのか、摩耗対策まで踏み込む処理なのかを分ける起点になります。
チタンの陽極酸化は透明な酸化皮膜の厚さを制御し、光の干渉で色を出す処理です。
薄黄色が約30nm、濃い青が約150nmといった膜厚差で見え方が変わるので、建築意匠、装飾部品、医療器具の色識別ではこの薄膜性そのものが利点になります。
寸法への影響が小さいため、外観や識別を優先しつつ、仕上がり寸法を極力動かしたくない部品に向いています。
一方で、摺動ボルト、摺動リング、切削工具、金型のように接触圧と摩耗が支配的な部位では、陽極酸化だけでは役割が足りません。
PVDは真空中で薄膜を堆積させる物理蒸着で、東大阪市技術交流プラザやモノタロウの技術解説でも、TiNやTiAlNのような硬質膜が高硬度化と耐摩耗向けの代表例として整理されています。
TiNは耐摩耗と低摩擦寄りの用途、TiAlNはTiNより高温酸化抵抗が高く、高温摺動や切削工具のように熱負荷がかかる場面で候補に入りやすくなります。
用途ごとに見ると、建築意匠や装飾金物では陽極酸化の適合性が高く、医療器具では色識別のしやすさが効きます。
摺動ボルトやリングはTiN系PVD、切削工具や金型はTiNまたはTiAlN系PVD、航空宇宙の高温摺動部ではTiAlN系のような高温側に強い膜種を検討する流れが自然です。
つまり、チタンの表面処理は「チタンだから何か塗る」のではなく、「その部位で何が壊れ方の主因になるか」で入口が決まります。
判断軸
選定をぶらさないためには、目的を意匠・識別と機能に分けてから、同じ物差しで比較するのが有効です。
意匠・識別側では、色の自由度、光沢、ブランド表現、識別性が中心になります。
機能側では、耐摩耗性、低摩擦、高温酸化抵抗が主題です。
この2系統を混ぜると、見た目は良いが摺動寿命が足りない、あるいは耐摩耗は足りるが色調指定に合わない、といった食い違いが起こります。
実務で使いやすい比較軸は、外観・発色自由度、耐摩耗性、耐食性、寸法影響、密着と剥離のリスク、後加工可否、高温適性、コスト、量産適性の9項目です。
陽極酸化は発色と寸法影響の小ささで優位があり、PVDは耐摩耗と高温側の性能で優位が出ます。
耐食性についてはチタン母材がもともと高いため、差が表れやすいのはむしろ摩耗や外観の領域です。
現場では、設計図面の要求が曖昧なまま調達に流れた案件ほど、この比較軸が効いてきます。
たとえば「金色にしたい」という一文だけでは、陽極酸化の干渉色を狙うのか、TiNの膜種固有色を使うのかで意味が変わります。
前者は色味や見る角度の変化を許容する設計向けで、後者は耐摩耗も欲しい場面に向きます。
逆に「摩耗対策」とだけ書くと、相手材、荷重、温度、摺動の有無が抜け落ち、TiNで足りるのか、TiAlNまで必要かが決まりません。
寸法管理が絡む部品では、この判断軸に公差設計を必ず重ねます。
設計・調達の打ち合わせで頻出するのが、H7嵌合の精密ボアや相手軸まわりにPVDを適用するケースです。
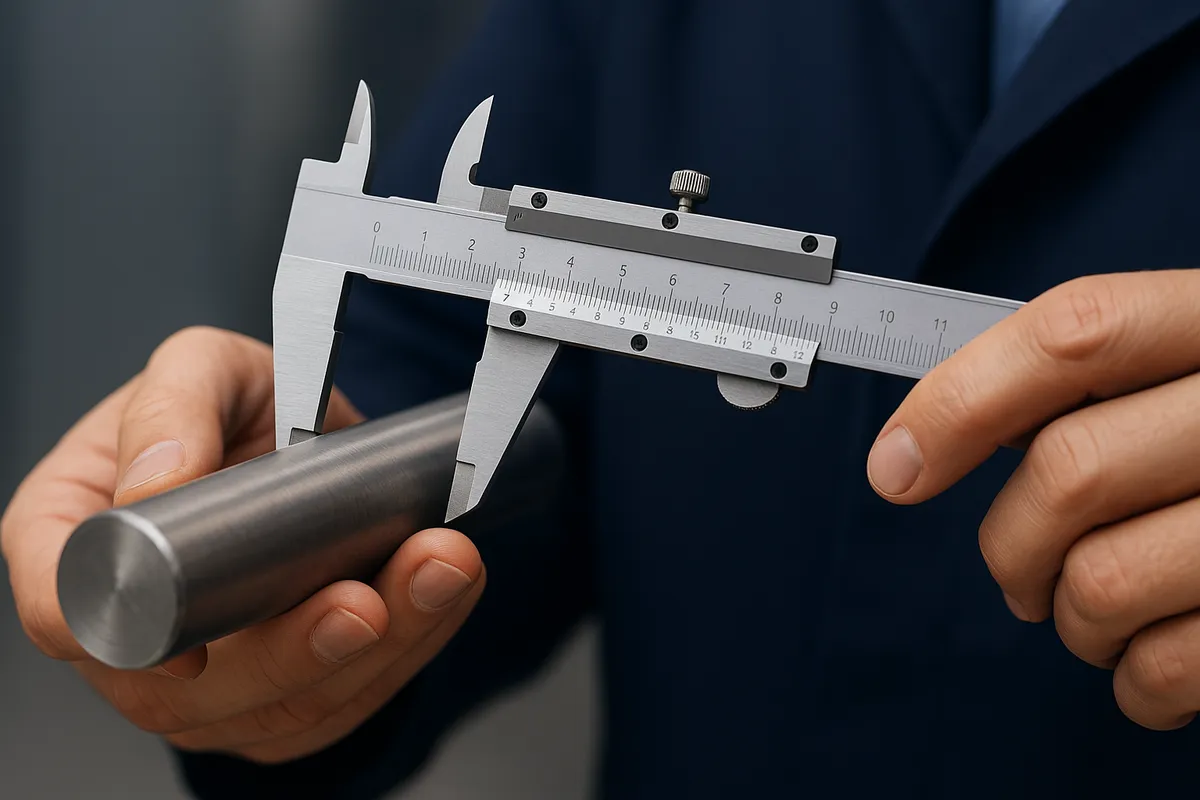
H7は基準寸法20mmで0 / +0.021mmというように、許容幅がμm単位で管理されます。
ここにμm級のPVDを全面にかけると、膜厚が片側2μmでも径では約4μm、4μmなら約8μm効いてきます。
精密ボア側や嵌合軸側でこの差は無視できず、図面上は成立していても、組み立て段階で「渋い」「入るが感触が重い」という話になりやすいところです。
こうした案件では、マスキング、コーティング後寸法の指定、前加工での寸法補正を先に整理しておかないと、処理選定の議論が後戻りします。
ℹ️ Note
寸法公差が数十μmの領域では、nm級の陽極酸化は外観処理として扱いやすく、μm級のPVDは機能膜として寸法補正込みで扱う、という分け方にすると設計と調達の会話が噛み合いやすくなります。
nmとμmの差が意味すること
nmとμmの差は、単に膜が厚い薄いという話ではありません。
部品に何を期待できて、どこで副作用が出るかを決める差です。
陽極酸化の10〜300nmは、干渉色を成立させるには十分でも、摩耗対策の主役になる厚みではありません。
その代わり、寸法変化はきわめて小さく、たとえば30nmの皮膜なら径変化は約60nm、つまり0.06μmにとどまります。
H7の代表的な公差幅が数十μmであることを考えると、色識別や意匠で陽極酸化が使われやすい理由はここにあります。
PVDの2〜4μmは、陽極酸化より一桁どころか二桁近く厚く、硬質膜としての意味を持つレンジです。
TiNで約3000HV前後という硬さが語られるのも、この膜厚と成膜構造があってこそです。
工具、金型、摺動部品で寿命改善に効く一方、寸法への寄与、下地粗さの拾い方、密着条件の影響も無視できません。
TiNの例でも、AIP法ではRa 100〜200nm、HCD法ではRa 10〜20nmと表面粗さの出方に差があります。
膜種だけでなく成膜方式まで見ないと、求める外観や摺動特性に届かないことがあります。
この差は、用途別の向き不向きにも直結します。
建築意匠や装飾部品では、膜厚より色の再現と寸法維持が優先されるため、陽極酸化の薄膜性が活きます。
医療器具の色識別でも、部位ごとの区別をつけながら寸法を崩しにくいことが利点になります。
反対に、摺動リングや切削工具では、nm級の発色膜では接触面の保護が足りず、μm級のPVDで初めて耐摩耗や高温側の性能を狙えます。
航空宇宙の高温摺動のように熱が絡む場面では、TiNよりTiAlN系が候補に上がるのも、この「薄膜でも機能膜として成立する厚み」を持っているからです。
近年の学術レビューでも、MDPIのレビュー論文では、チタン合金の表面改質が機械的処理、熱化学処理、被覆処理を組み合わせる方向へ進んでいると俯瞰されています。
現場感覚でも、色を出したい要求と摩耗を止めたい要求が同居する案件では、処理を一つで片づける発想より、どの面にどの機能を持たせるかを切り分けた方が、見積もりも品質も安定します。
陽極酸化の原理と特徴
発色の仕組み
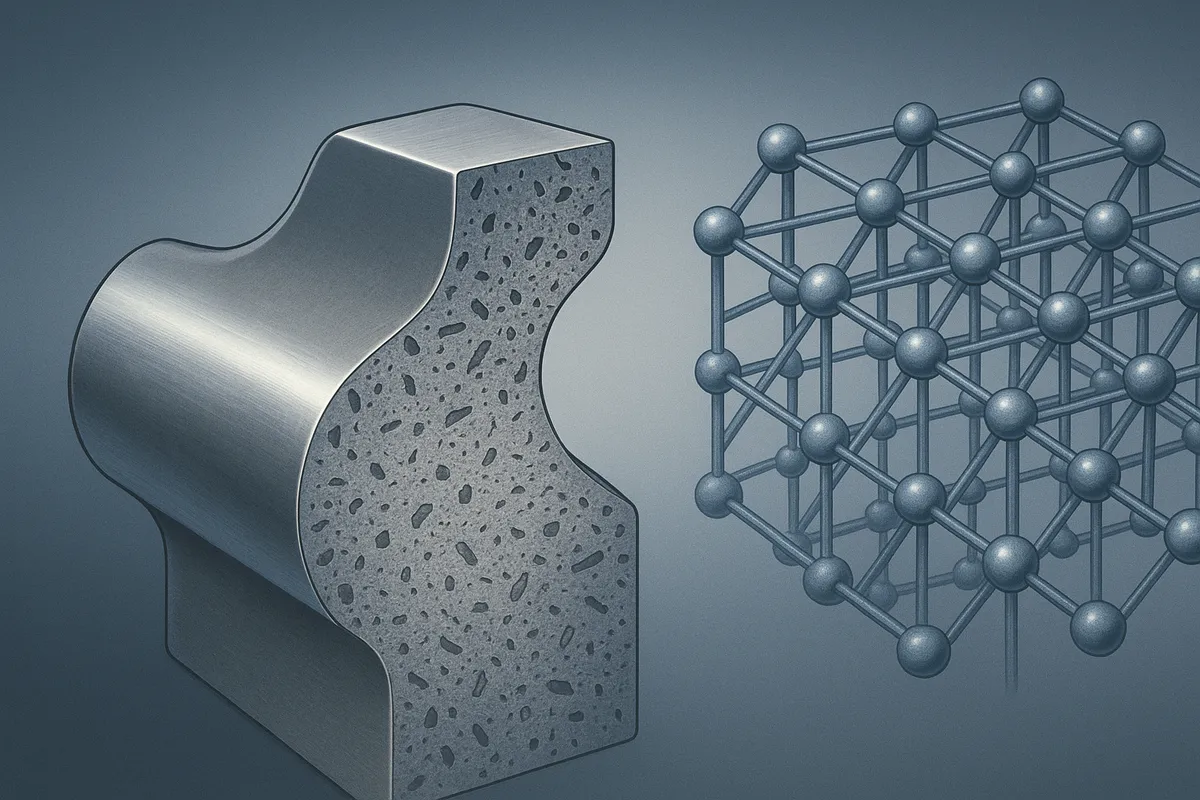
チタンの陽極酸化は、表面にできる酸化皮膜を電気化学的に成長させる処理です。
ここで形成される主な皮膜は TiO2 などの透明な酸化層で、塗料や染料を載せる方法とは仕組みが異なります。
色は表面に付いた顔料ではなく、酸化皮膜の厚さで決まります。
発色の原理は光干渉です。
入射した光の一部は酸化皮膜の表面で反射し、別の一部は皮膜内部を通って基材との界面で反射します。
この2つの反射光が重なったとき、膜厚に応じて特定の波長が強め合ったり弱め合ったりして、黄色、紫、青、緑系の色として見えます。
発色に使われる皮膜厚さはおおむね 10 nm〜300 nm の範囲です。
薄黄色は約 30 nm、濃い青は約 150 nm 付近の説明例があり、膜厚が nm オーダーで変わるだけで見える色調が変化します。
このため、同じ部品でも見る角度や光の入射方向で色味が少し変わります。
塗装のように「この顔料を使えばこの色になる」という考え方ではなく、膜厚と光学条件で見え方が決まるのが陽極酸化の特徴です。
建築意匠材や医療器具の色識別で使われるのは、この独特の干渉色に価値があるためです。
機能面では、もともとチタンが持つ不動態皮膜をさらに安定化する方向の処理と捉えると理解しやすくなります。
表面保護には寄与しますが、主目的は耐摩耗化ではありません。
膜厚が薄いため寸法影響は小さく、高精度部品でも採用しやすい一方、摺動寿命の延長を主眼に置く処理ではない点は押さえておきたいところです。
工程・時間・コストの目安

陽極酸化の基本工程は、前処理、治具掛け、電解液中での通電、洗浄、乾燥という流れです。
実務では前処理の比重が高く、脱脂不足や表面の微細な汚染が残ると、通電条件が適正でも色むらとして現れます。
色そのものは電圧と膜厚の対応で決まるため、処理条件の再現には前処理の安定が欠かせません。
色変化の目安としては、20 V〜100 V 程度の範囲で色調が移っていく例が広く示されています。
低めの電圧では薄い金色や紫系、高めでは青系からさらに別の干渉色へ変わる整理が一般的です。
ただし、電圧だけで色が決まるわけではなく、電解液、治具条件、表面状態の影響も受けます。
工程時間の目安は 30 分〜120 分程度で、前処理や洗浄、マスキングの有無を含めるとロット全体のリードタイムはもう少し見込むのが現実的です。
3ERPが紹介する専門サービスの例では、処理コストは $5〜$15/ft² がひとつの目安です。
実際の見積もりでは、面積だけで単純には決まりません。
色再現の厳しさ、部品形状、下地仕上げの指定、マスキングの有無、小ロット対応の必要性で変動幅が出ます。
とくに識別色ではなく意匠外観として使う場合、同じ青でも許容できる色差が狭くなるため、前処理と条件管理の負担が増え、コストにも反映されます。
寸法への影響は小さく、たとえば 30 nm 程度の膜厚なら直径方向の増分は約 60 nm、すなわち 0.06 μm です。
μm オーダーの公差で管理する精密部品でも、PVD のように膜厚を公差計算へ強く織り込む場面とは扱いが異なります。
色付けをしながら寸法変化を抑えたい用途で陽極酸化が選ばれる理由はここにあります。
色再現と下地仕上げの影響
陽極酸化で見落とされやすいのが、同じ電圧でも下地が違えば色の見え方が変わる点です。
鏡面研磨、ヘアライン、サンドブラストやビーズブラストでは、反射の仕方そのものが異なります。
写真で並べて比較すると差がわかりやすく、鏡面では反射が鋭く出て色が深く見え、ヘアラインでは筋方向に沿って光が流れ、ブラスト面では拡散反射の影響で同じ発色条件でも落ち着いた見え方になります。
現場で外観見本を作ると、電圧条件が同じでも仕上げ違いで別の色番に見えることが珍しくありません。
この性質のため、色指定は「青」や「紫」だけでは不十分です。
実務では、下地粗さ、研磨方向、ブラストの有無まで含めて仕様化しないと、量産時に見本との乖離が出ます。
とくにヘアラインは方向で見え方が変わるため、部品ごとに筋目の流れが揃っていないと、同一ロットでも色調差として認識されることがあります。
油膜や指紋の影響も無視できません。
干渉色は表面の光学状態に敏感なので、加工油の残りや素手で触れた痕が局所的な色差として見えることがあります。
前処理で脱脂を丁寧に行う理由は、密着だけでなく見え方の均一性に直結するためです。
外観検査で問題になりやすいのは、電圧条件そのものより、この前処理と取扱いのばらつきです。
色の自由度にも限界があります。
干渉色なので、白や黒は出しにくいという制約があります。
白は光を広帯域で均一に反射させる必要があり、黒は広い波長域を吸収する必要がありますが、透明な酸化皮膜の干渉だけではこの表現に向きません。
鮮やかな金、紫、青、緑系は狙えても、塗装のような無彩色の設計自由度はありません。
💡 Tip
意匠部品で色合わせを行う場合は、電圧条件より先に下地の仕上げ状態を固定したほうが、見本と量産の差を抑えやすくなります。
呼称・規格の注意点

チタンの陽極酸化では、Type I、Type II、Type III のような呼び方が民間資料で使われることがありますが、この分類は資料ごとに意味が揺れます。
カラー陽極酸化全体を別のタイプ名で呼んでいる例もあります。
呼称だけを図面や仕様書に記すと、発注側と処理側で想定がずれる余地が残ります。
そのため、実務ではタイプ名よりも、狙う色、膜厚レンジ、下地仕上げ、マスキング範囲、必要ならシーリングの有無まで具体化したほうが通りがよくなります。
陽極酸化は基材表面そのものを変化させる処理なので、塗装やめっきのような「何色を載せるか」という指定だけでは不足します。
色が膜厚で決まる以上、色調と工程条件は切り離せません。
規格や呼称を使う場合も、民間の略称だけで完結させず、外観見本や仕上げ条件とセットで扱うのが安全です。
とくに外観品では、同じ「青」でも濃い青を求めるのか、やや明るい青を求めるのかで電圧域も見え方も変わります。
仕様の曖昧さは、そのまま色差トラブルに直結します。
呼称の整理で押さえたいのは、陽極酸化がチタン表面の酸化皮膜を成長させる処理であり、別材料を厚く載せるコーティングではないという点です。
この理解があると、発色の由来、寸法影響の小ささ、白黒の制約、下地依存の強さまで一つの原理でつながります。
PVDの原理と特徴
PVDの方式
PVDは物理蒸着の総称で、真空中で材料を物理的に飛ばし、基材表面に別材料の薄膜を形成する処理です。
東大阪市技術交流プラザの物理蒸着解説でも、陽極酸化が基材そのものの表面を酸化皮膜として成長させるのに対し、PVDは別の機能膜を載せる点が本質的な違いです。
ここが、硬さ、耐摩耗性、高温特性を狙って付与できる理由になります。
代表的な方式は、真空蒸着、スパッタ、イオンプレーティングです。
実務ではこの方式差が膜質にそのまま表れます。
たとえばイオンプレーティング系は密着力を確保しやすい一方で、アーク由来のドロップレットが表面に残る方式では粗さが増えやすく、スパッタやHCD系では滑らかな膜面を取りやすい傾向があります。
モノタロウの技術解説でも、PVDの代表方式として真空蒸着、スパッタ、
方式選定の差が効く場面として、微小摺動部品は典型です。
現場では、AIPでTiNを入れたところ摺動初期の摩擦が想定より高くなり、接触感が重く出るケースがあります。
原因を追うと、膜そのものの硬さより、表面の突起や下地粗さの転写が効いていることが多いです。
同じTiNでもHCD系に切り替えると当たりが落ち着くことがあり、膜種だけでなく「どの方式で成膜したか」を先に決めたほうが、後工程の調整が減ります。
代表膜種と適用領域
PVDでまず名前が挙がるのがTiNです。
TiNはゴールド外観を持ち、一般温度域での耐摩耗用途に広く使われます。
切削工具、金型部品、治具、医療器具、装飾金物まで適用範囲が広いのは、硬さと外観のバランスが取りやすいためです。
摩耗対策を主目的にしつつ、識別や意匠の要素も少し持たせたい場合にまとまりがよい膜種です。
高温側を意識するなら、TiAlNやAlTiNが有力です。
これらはダークグレー系の外観が一般的で、TiNより高温酸化に強く、乾式加工や高負荷工具で選ばれます。
適用温度の目安としては842〜887°F、約450〜475℃の高温域で耐酸化・耐摩耗の優位が出やすく、この温度域で刃先や接触面が厳しくなる用途では、TiNよりTiAlN系のほうが理屈に合います。
ただし、常温付近の摺動部品まで一律にTiAlNへ寄せればよいわけではなく、相手材や摩擦条件まで見て選ぶのが実務です。
耐食寄りの環境ではCrNやZrNも候補に入ります。
海水や薬液そのものに長時間さらされるような厳密な防食設計は別途評価が必要ですが、一般的なPVD膜の選定では、耐摩耗だけでなく耐食側の比重が高い場面でCrNやZrNが選ばれることがあります。
とくに工具寿命だけでなく、使用後の変色や腐食痕も抑えたい部品では、TiN一択で考えないほうが整理しやすくなります。
膜種の選び方を短く整理すると、一般温度域の耐摩耗ならTiN、高温・乾式負荷ならTiAlNやAlTiN、耐食寄りならCrNやZrNという並びです。
実際の選定では、この膜種の違いに成膜方式の差が重なるため、仕様書では「TiN」だけで終わらせず、方式まで会話に載せたほうがトラブルが少なくなります。
膜厚・硬さ・粗さの実用レンジ

PVD 硬質膜の一般的な膜厚は 2〜4 μm 程度で語られることが多く、硬さの目安として「約 3000 HV 程度」が参照される例があります(出典例あり)。
ただし硬さは膜種、成膜レシピ、膜厚、熱処理、測定法(HV/Knoop 等)により大きく変動します。
設計・見積もり段階では「目安/参考値」と明記し、必要に応じて成膜条件と測定法を指定してください。
実務では成膜方式によって仕上がり粗さに差が出る点が欠かせません。
報告例として AIP 系で Ra 100〜200 nm、HCD 系で Ra 10〜20 nm といったレンジが示されることがありますが、これらは下地粗さ、膜厚、成膜装置や測定条件で変動します。
したがって粗さの指定は「参考値」として扱い、最終的には測定条件を揃えた上で要求値を定めてください。
報告例として AIP 系で Ra 100〜200 nm、HCD 系で Ra 10〜20 nm といったレンジが示されることがありますが、これらは成膜方式、下地粗さ、膜厚、成膜装置、測定条件(測定機器・cut-off 等)で変動します。
粗さは「参考値」として扱い、最終仕様は測定条件を揃えて定義してください。
密着と前処理の注意点
PVDで安定した性能を出すうえで、密着は膜種そのものと同じくらい結果を左右します。
真空中で成膜しても、表面に油分、酸化物、加工変質層が残っていれば、硬い膜を載せても早期剥離につながります。
実務では洗浄、表面活性化、プラズマ処理の積み重ねが効きます。
膜が優秀でも前処理が甘いと、スクラッチの起点やエッジ部から破綻しやすくなります。
チタン基材では、この前処理の意味がさらに大きくなります。
チタンは表面に安定した酸化皮膜を持つため、そのままでは膜との界面設計が難しくなることがあります。
そのため、中間層を入れて密着を整える構成が選ばれる場合があります。
図面上で単に「TiN」とだけ記すより、基材がチタンであることを前提に、前処理や中間層の考え方まで処理側と揃えておいたほうが、立ち上がりの不具合を減らせます。
PVDにはラインオブサイトの制約もあります。
蒸着源から見えにくい陰部や深穴の内面では膜厚が乗りにくく、エッジや外周で厚くなりやすい傾向があります。
したがって、形状全体に均一な機能膜が付く前提で設計すると、実物で差が出ます。
工具や単純外形の部品では扱いやすい一方、複雑形状では治具の向きや回転条件も膜質に影響します。
💡 Tip
PVDを摺動部へ使うときは、膜種の硬さより先に、下地粗さ、成膜方式、前処理の並びで考えると、摩擦上昇や密着不良の原因を切り分けやすくなります。
密着不良の多くは、処理後の膜を見るだけでは原因が分かりません。
前加工の研削焼け、洗浄残り、エッジ形状、表面の加工ひずみなど、成膜前の状態がそのまま結果に出ます。
PVDは高機能な処理ですが、工程として見ると「良い下地に、適切な方式で、適切な膜を載せる」技術です。
この順番が崩れると、約3000HV前後の硬い膜でも、現場では期待した寿命につながりません。
陽極酸化とPVDの比較表
比較表
| 比較軸 | 陽極酸化 | PVD |
|---|---|---|
| 外観 | 干渉色による発色。装飾、識別、色分け向き | 膜種固有色。TiNはゴールド系、TiAlN/AlTiNはダークグレー系 |
| 発色自由度 | 電圧と膜厚で色を出すが、白黒は出しにくい | 膜種ごとの色調に依存し、自由配色というより機能膜の外観 |
| 耐摩耗性 | 主目的ではなく限定的 | 高い。硬質膜として使う前提 |
| 耐食性 | チタンの表面保護として有効 | 膜種次第。耐摩耗主眼だがCrNやZrN系は耐食寄りでも使われる |
| 寸法影響 | 膜厚10–300nm | 膜厚2–4μm |
| 密着・剥離リスク | 基材と一体の酸化皮膜で剥離課題は比較的小さい | 下地、前処理、膜種、エッジ形状への依存が大きい |
| 後加工可否 | 後加工で色が変わるため意匠再現性は落ちる | 後加工で膜機能を削るため、対象面は事前に分けて設計したい |
| 高温適性 | 意匠・識別用途が中心 | TiAlNで450–475℃が目安 |
| コスト目安 | 処理面積、治具、色管理、時間で変動。参考価格は3ERP掲載例で約 $5〜$15/ft²(参考値。地域・業者・ロット・色管理等で変動) | 膜種・装置・前処理で変動 |
| 量産適性 | 色識別や外観統一の量産に向く | 工具、摺動部品、耐摩耗部品の量産に向く |
| 膜厚 | 10–300nm(代表目安) | 2–4μm(代表目安) |
| 硬さ | — | 非公表(代表目安:約3000HV前後。膜種・成膜条件・測定法で変動) |
| 粗さ | — | 非公表(参考値:TiN の例では AIP: Ra100–200nm、HCD: Ra10–20nm。成膜方式・下地・測定条件で変動) |
| 処理時間 | 30–120分(陽極酸化の工程目安。PVDは装置・膜種・前処理で変動) | ※硬さ・粗さは代表目安:膜種・成膜方式・下地・膜厚・測定法で変動 |
| 印加電圧 | 20–100V | — |
脚注として押さえておきたいのは、陽極酸化は白黒表現が苦手で、PVDはラインオブサイトの制約を受けること、さらにエッジ部では被膜が薄くなりやすく、密着は下地条件に強く引っ張られることです。
選定を一文で切るなら、外観優先なら陽極酸化、摺動と高温を優先するならPVDという整理が最もぶれません。
チタン陽極酸化の発色と膜厚の関係は東陽理化学研究所の技術解説、PVDの定義と成膜の考え方は東大阪市 技術交流プラザのPVD解説、TiNの粗さ差はナノテックのコーティング情報の整理と整合します。
判断の着眼点

この比較表は、単にスペックを並べるためのものではなく、設計意図を短時間で切り分けるためのものです。
まず見るべきは「その表面処理に何を期待しているか」です。
識別色、意匠、見た目の統一であれば、陽極酸化のほうが判断は早くなります。
膜厚が10–300nmの範囲にあり、色は電圧20–100Vの条件で作り分けるので、チタンらしい干渉色を使った識別には理屈が通ります。
処理時間も30–120分のレンジに収まり、面積あたりの参考価格も$5–$15/ft²と置けるため、調達側も概算を引きやすい項目です。
一方で、表面機能を変えたい案件ではPVDに寄せたほうが話が進みます。
膜厚2–4μm、硬さは約3000HV前後という時点で、nmオーダーの陽極酸化とは役割が違います。
擦れる、当たる、焼き付く、刃先が高温になるといった場面では、外観より先に硬さ、粗さ、温度適性を見たほうが判断を誤りません。
TiNでも方式差が粗さへ直結し、AIPでRa100–200nm、HCDでRa10–20nmと一桁違うので、同じ「TiN」で括ると接触感や立ち上がり摩擦の読みを外します。
調達実務で迷いが出るのは、外観と機能を同時に求めたときです。
この場合は「主目的はどちらか」を先に決めるほうが工程の後戻りを減らせます。
見た目を主に置くなら陽極酸化、接触寿命や高温摩耗を主に置くならPVDという並びです。
中途半端に両方を狙うと、色調、膜種、前処理、寸法、コスト要因が一度に絡み、会議では結論が散りやすくなります。
表組みでは評価欄を増やすより、脚注で注意点を拾う構成のほうが現場に残ります。
寸法精度部品への適用境界の考え方
寸法精度部品では、膜そのものの性能より「どの面に何μm相当の影響が出るか」を先に捉える必要があります。
陽極酸化は膜厚がnmオーダーなので、精密嵌合に対する寄与は小さい側です。
たとえば色出しで使う30nm近傍の皮膜であれば、径変化は約60nm、つまり0.06μmです。
μm単位で管理する嵌合では、この差は設計上の支配項になりにくく、識別用途で採用しやすい理由の一つになります。
PVDはここが変わります。
膜厚2μmでも軸全面に付けば径で約4μm、4μmなら約8μm効きます。
H7のように上偏差が数十μmの世界では、この増分は無視できません。
とくに嵌合面、摺動面、シール当たり面では、図面上の寸法より実組付けの感触が先に悪化することがあります。
設計段階で境界線を引くなら、寸法公差が厳しい嵌合面は基本マスキング設計と捉えるのが実務的です。
PVDを全面にかけてから帳尻を合わせる発想では、後工程が増えます。
H7嵌合の代表例で見ると、基準径20mmの穴は0 / +0.021mmです。
この帯域に対して、軸側へPVDを付けると膜厚ぶんがそのまま有効すきまを削ります。
量産では加工公差と膜厚の両方が積み上がるので、理論上は入る組み合わせでも、最大実体寄りでは渋さが出る構成になります。
ここでの考え方は単純で、機能面と嵌合面を分離できるなら分離し、分離できないならコーティング後寸法で管理する、という順番です。
規格として一律の補正式が定まっているわけではないため、図面上でどの状態の寸法を保証するかを明示しないと、加工側と処理側で前提がずれます。
⚠️ Warning
精密ボア、相手軸、シール当たり面のように寸法と接触状態が直結する部位では、PVDの性能表より先に「被膜を乗せる面」と「乗せない面」を分けて考えると、組立不良の原因を前工程で止められます。
このため、寸法精度部品への適用境界は、陽極酸化は意匠と識別中心で比較的入りやすく、PVDは機能面へ限定して効かせる設計が基本線になります。
全周均一に機能膜を付けたい発想と、μm単位で嵌合を守りたい発想は、そのままでは両立しません。
境界を曖昧にしないことが、設計・調達・処理工程の認識差を減らす最短ルートです。
用途別の選び方
建築意匠
建築意匠では、まず陽極酸化を基準に置くのが自然です。
狙うものが色の付与、視角で変わる見え方、金属素地を活かした外観であれば、PVDより話が早くまとまります。
チタンの陽極酸化は干渉色で見せる処理なので、塗装のような被覆感ではなく、光の当たり方で表情が変わる点が建築材と相性が合います。
東陽理化学研究所の技術解説でも、チタン陽極酸化は建築用途で使われる発色技術として整理されています。
膜厚は10〜300nmの範囲で色を作り分ける考え方で、たとえば薄黄色が約30nm、濃い青が約150nmの近傍です。
ここで押さえたいのは、自由色といっても何でも出せるわけではないことです。
白と黒は表現しにくく、同じ電圧条件でも下地の仕上げ差で見え方が変わります。
建築パネルや化粧金物で色合わせを詰める場面では、材質ロットと研磨条件を先にそろえたほうが、処理条件だけを追い込むより歩留まりが安定します。
屋外露出でもチタンの耐候性は高い部類ですが、設計では「色が残るか」だけでなく「どの角度でどう見えるか」まで含めて評価したほうが実務に合います。
正面では落ち着いた色でも、斜めから見ると干渉色が強く出ることがあるため、立面図だけで判断すると現物との差が出ます。
建築意匠でPVDを選ぶ場面は、ゴールド調など膜種固有色を明確に狙う場合に限られ、色の自由度という意味では陽極酸化のほうが筋が通ります。
医療器具の識別
医療器具の識別では、色分けが主目的なら陽極酸化が第一候補です。
器具の番手、サイズ、左右区別、セット品の系列分けといった運用では、視認性がそのまま現場効率に結びつきます。
番号を読む前に色で判別できる状態を作れるので、短時間での取り違え防止に向いています。
チタン製ハンドルやケース部品でこの考え方は定着しており、色差を持たせたい案件ではPVDより先に陽極酸化を検討する流れになります。
医療器具の中には識別面と機能面が同居するものがあります。
たとえば把持部や外装は色識別を優先しつつ、摺動するジョイント部や接触摩耗が出る部分ではPVDを別途使う、という分け方です。
現場では一つの処理で全部を解決しようとして話がこじれることがありますが、識別は陽極酸化、摩耗対策はPVDと役割を切ると図面が整理されます。
色識別に軽い耐擦傷も欲しい案件では、陽極酸化の上に浅いレーザー刻印を組み合わせる設計がよくまとまります。
全面を深く削る刻印だと再加工時に見え方が崩れますが、浅い刻印なら視認性を残しつつ、製番や記号の追記にも対応しやすい構成です。
現場では、色で一次識別し、文字や記号で二次識別するほうが、再研磨や再処理が入ったときの手戻りを抑えられます。
装飾部品
装飾部品では、何を「見た目」と呼ぶかで処理が分かれます。
干渉色の変化やチタンらしい質感を見せたいなら陽極酸化、色よりも擦れへの強さを優先するならPVDです。
腕時計部品、アクセサリーパーツ、意匠金物のような用途では、この分け方がそのまま選定基準になります。
陽極酸化は発色の幅があり、軽量なチタン部品に装飾性を持たせるには扱いやすい手法です。
ただし、日常的に擦れる部位では色そのものより表面の傷が先に気になることがあります。
そこで、接触頻度が高い化粧リングや操作ノブのような部品では、TiNやCrNのPVDが候補に入ります。
ゴールド系の外観を狙うならTiNが最もイメージしやすく、意匠と機能の中間を取りたい場面で選びやすい膜種です。
装飾用途でありがちなのは、外観サンプルだけで決めて、使用中の擦れ方まで詰めないことです。
展示品の見え方と、実際に指で触れる部品の消耗の出方は一致しません。
表面を見せる部品なのか、触れて使う部品なのかで、陽極酸化とPVDの優先順位は入れ替わります。
見た目の自由度なら陽極酸化、耐擦傷まで込みで成立させるならPVDという整理がぶれません。
摺動部品

ボルト、摺動リング、軸受接触部のように、擦れること自体が前提の部品ではPVDが本命です。
狙いは色ではなく、高硬度化と摩耗低減です。
TiNやCrNはこの用途で使い分けやすく、相手材との組み合わせを見ながら選ぶのが実務です。
陽極酸化でも表面保護の意味はありますが、摺動寿命を取りにいく発想とは噛み合いません。
ここで見落としやすいのが寸法と粗さです。
PVDは薄膜とはいえμmオーダーで付くため、嵌合や接触圧に影響します。
前述の通り、H7のような精密嵌合では数μmの増分がそのまま組付け感に出ます。
軸全面にPVDをかける設計は、図面上では成立していても、組立段階で渋りが出る典型例です。
嵌合面は原則としてマスキングし、膜を効かせたい面だけに限定するほうが後工程を減らせます。
粗さの増え方も方式差があります。
ナノテックのTiNコーティング情報では、AIP法はRa100〜200nm、HCD法はRa10〜20nmという差があり、同じTiNでも接触の立ち上がり方が変わります。
摺動リングやシール近傍では、この差が摩擦感や初期なじみに直結します。
膜種だけでなく、どの成膜方式で、どの面に付けるかまで決めないと、狙った性能に届きません。
切削工具・金型
切削工具と金型では、PVDを選ぶ理由が最も明快です。
摩耗、焼き付き、刃先温度の上昇に対して、陽極酸化では役割が足りません。
一般温度域や湿式加工ではTiNが今でも有効で、工具寿命と離型性のバランスを取りやすい膜です。
ゴールド系の外観なので現場でも判別しやすく、管理面でも扱いやすい部類です。
乾式加工や高温負荷が強い条件では、TiAlNやAlTiNに寄せる判断が合います。
適用温度の目安は842〜887°F、約450〜475℃で、この温度帯に入るとTiNより高温酸化抵抗の差が効いてきます。
チタン合金の切削のように刃先へ熱がこもりやすい加工では、膜種の違いが摩耗形態にそのまま出ます。
金型でも、局所発熱が大きい成形部やかじりが問題になる接触面では、TiAlN系を選ぶ理由が明確です。
ここでの注意点は、TiAlN系が常に上位互換ではないことです。
常温付近での一般的な使用や、湿式で熱負荷が抑えられる条件では、TiNのほうが選定理由を説明しやすいケースもあります。
工具と金型は「何を加工するか」だけでなく「どの温度域で壊れるか」を基準に膜種を振り分けると、選定の筋道が通ります。
航空宇宙部品
航空宇宙部品では、軽さだけでなく高温摩耗への備えが要件に入るため、TiAlNやAlTiN系のPVDが候補になります。
高温環境で接触や摩耗が起きる部位では、酸化抵抗と硬さの両立が必要で、意匠目的の処理では足りません。
ダークグレー系の外観になるため、見た目での識別性より機能優先の選定になります。
この用途では、膜の性能だけでなく基材への熱影響管理も外せません。
チタン合金は表面状態や前処理の差が密着性に響きやすく、下地づくりが甘いと高温部で膜性能を使い切る前にトラブルになります。
高温摩耗対策としてPVDを選ぶときは、膜種名だけではなく、前処理、エッジ状態、接触面の荷重条件まで含めて設計に落とし込む必要があります。
航空宇宙分野で陽極酸化を使う場面がないわけではありませんが、それは識別や外観寄りの役割です。
高温で擦れる面、摩耗が寿命に直結する面では、陽極酸化よりPVDのほうが目的に一致します。
この分野は要求が複合化しやすいため、面ごとに処理を分ける設計が前提になりやすい領域です。
複合処理の考え方

色識別と機能を両立したい案件では、どちらか一方に無理をさせない設計が通ります。
識別面は陽極酸化、摩耗面はPVDという面分けが基本で、図面上でもマスキング範囲を先に決めておくと後戻りが減ります。
たとえば医療器具や精密機構部品では、外から見える部分を陽極酸化で色分けし、擦れる軸やリングだけPVDにする構成がまとまりやすいのが利点です。
色識別と軽い耐擦傷を同時に求められる案件では、陽極酸化に浅いレーザー刻印を足す方法が扱いやすい構成です。
色でぱっと判別でき、刻印で番号や方向指示を補えるため、再加工や追加工が入っても全体を作り直す場面を減らせます。
全面を高機能膜で覆ってから識別を考えるより、識別と機能を面ごとに分離したほうが、調達・加工・組立の認識がそろいます。
学術レビューでも、チタン合金の表面処理は単独処理より複合化の流れが強まっています。
MDPIのチタン表面改質レビューでも、機械的処理、熱化学的処理、現場感覚でもこの流れは一致していて、単一処理で全要件を満たすより、必要な性能を必要な面に配る設計のほうが歩留まりと説明性の両方で有利です。
失敗しやすいポイントと対策
陽極酸化の典型NGと現場対策
陽極酸化で最も多い不具合は、処理条件そのものより下地のばらつきがそのまま色むらになることです。
チタンの発色は膜厚差が見た目に直結するため、研磨目が面内で不均一だったり、脱脂不足で油が残っていたり、酸洗いの当たり方がそろっていなかったりすると、同じロットでも曇りやまだらが出ます。
チタンの陽極酸化は薄い酸化皮膜による干渉色で見せる処理なので、母材表面の状態差を隠す方向には働きません。
意匠面では「処理で色を整える」のではなく、「処理前に見え方をそろえる」と考えたほうが歩留まりは上がります。
現場では、研磨番手の統一よりも、その前後に入る手順のそろえ方で差が出ます。
たとえば一部だけ手作業で当て直した面、治具に触れていた面、搬送中に素手で触れた面は、処理後に色の深さが微妙にずれます。
油膜や指紋は処理不良だけでなく、処理後の見え方にも影響します。
干渉色は見る角度と表面状態で印象が変わるので、薄い油膜が乗るだけで彩度が落ちたように見えることがあります。
脱脂を工程票上の一項目として置くだけでは足りず、洗浄後の取り扱いまで含めて管理しないと、検査室では合格でも組立現場で「色が違って見える」となりがちです。
電気条件に起因する色の再現不良も見逃せません。
前述の通り陽極酸化の色は電圧で変わり、実務では20〜100V帯の運用が中心になります。
電圧値だけ合わせても、端子の接触位置、部品形状、液の状態、治具の持ち方が変わると電界分布が乱れ、同じ設定でも端部と中央で色がずれることがあります。
特に細長い部品や角度のある部品では、接点近傍だけ発色が強く出るケースがあり、量産では治具を替えた瞬間に色が再現しなくなることがあります。
色合わせを工程条件表の数値だけで管理せず、治具と通電位置までセットで固定しておく運用が効きます。
追加工も典型的な落とし穴です。
陽極酸化後に切削、穴さらい、レーザー刻印を入れると、その周辺だけ色が変わります。
特にレーザー刻印は、文字そのものだけでなく周囲に入った熱で干渉色がわずかに動き、輪郭の外側が別色に見えることがあります。
現場でよく問題になるのは、刻印自体は読めるのに、そのまわりが青みを帯びたり、鈍く曇って見えたりして外観基準を外すケースです。
この種の不具合は処理後刻印を前提にすると起こりやすく、図面では処理前刻印を基本にしたほうが整合が取れます。
どうしても後刻印が必要な場合は、刻印位置を非意匠面へ逃がすか、熱入力が広がらない条件まで詰めておかないと、発色面の再現性は保てません。
ℹ️ Note
陽極酸化は膜そのものより下地の均一性が外観を決めます。色の問題が出たとき、電圧設定だけを追っても解決せず、研磨、脱脂、酸洗い、搬送、通電位置の順に見直したほうが原因に届きます。
PVDの典型NGと現場対策
PVDで最初に疑うべきは、膜種より下地密着性です。
剥離した案件の多くは、成膜条件の前に下地に原因があります。
油残渣、酸化スケール、研削焼け、過大な粗さが残ったまま成膜すると、硬い膜が乗っても界面で支えきれず、端部や当たりの強い面からはがれます。
PVDは基材と一体化する陽極酸化と違い、薄膜を積む処理なので、洗浄と表面活性化の詰めが甘いと結果がそのまま剥離として返ってきます。
真空中で膜を形成する処理である以上、前処理の質がそのまま成膜品質に直結します。
対策は地味ですが、洗浄、活性化、粗さ管理の順で崩さないことです。
油を落としたつもりでも、切削油の添加剤が残っていると密着に響くことがあります。
酸化皮膜やスケールも同様で、見た目に軽微でも界面欠陥になります。
粗さについても、荒れているほど食い付くという単純な話ではありません。
山が高すぎる面では膜厚の薄い部分と厚い部分が混在し、接触初期に山頂から欠けやすくなります。
密着に不安がある部位では、中間層を挟む設計も現実的です。
特にエッジが立った形状や荷重が集中する面では、中間層の有無で初期剥離の出方が変わります。
粗さ悪化の見落としも多いところです。
ナノテックのTiNコーティング情報では、AIP法の表面粗さはRa100〜200nm、HCD法はRa10〜20nmとされており、同じTiNでも方式で仕上がりが別物になります。
鏡面に近い見た目を保ちたい部品、低摩擦を狙う摺動面、シールが当たる面にAIPをそのまま当てると、膜硬さは取れても接触の立ち上がりが荒くなります。
前工程で鏡面に仕上げたのに、成膜方式の選定が合っていないために最終面粗さで戻る、というのは現場でよくある失敗です。
膜種、前処理、成膜方式を別々に決めるのではなく、求める最終粗さから逆算して組み合わせる必要があります。
膜種選定ミスも実務では頻出です。
TiNは汎用性が高い一方で、高温乾式の条件にそのまま流用すると、狙いに対して筋が悪い場面があります。
刃先温度が上がる用途ではTiAlN系が候補に上がるのに、色や慣れだけでTiNを選ぶと、寿命の説明がつきません。
逆にCrNやZrNを耐食寄りで使う場面でも、相手材や雰囲気を書かずに「腐食環境だからこの膜」と決めると、期待した保護にならないことがあります。
膜の名前だけで選定を終えず、温度、雰囲気、相手材、接触荷重を仕様に落として、社内の選定表と照合する流れにしておくと迷走を防げます。
処理後追加工の扱いも陽極酸化とは別の意味で危険です。
PVD後に研磨や切削を入れると、その部分は膜機能そのものを失います。
外観だけ整えても、摩耗面や当たり面を削れば、そこで性能が切れます。
設計段階で「どの面に膜機能が必要か」を切り分けず、成膜後に現場合わせで逃がす運用にすると、寿命差の原因追跡ができなくなります。
図面で防ぐチェック項目
不具合の多くは工程内で起きますが、起点は図面の曖昧さにあることが少なくありません。
表面処理の図面では、処理名だけ書いて終わらせず、どの面に、どの目的で、処理前後のどちら基準で管理するかを明確にしておく必要があります。
これが抜けると、陽極酸化では意匠面の下地が混在し、PVDでは必要のない嵌合面まで成膜され、後工程で帳尻を合わせる流れになりやすいのが利点です。
陽極酸化案件で図面に入れておきたいのは、意匠面の指定、下地仕上げの統一、刻印順序です。
色を合わせたい面があるのに、研磨方向や非研磨面との境界が曖昧だと、処理業者は均一化の前提を持てません。
さらに、刻印や識別番号を後から入れる前提だと、前述のようにレーザー熱で周囲の干渉色が動きます。
図面上で処理前刻印を基本にしておけば、色面を守りながら識別も成立します。
後刻印が避けられない場合も、刻印許容領域を非意匠面に限定しておくと判断がぶれません。
PVD案件では、機能面の指定と成膜除外面の整理が効きます。
摺動面に膜を載せたいのか、外観面にも載せるのか、嵌合面は除外するのかが不明だと、膜厚そのものより運用差でトラブルになります。
特に穴・軸のはめあいが絡む部品では、前述の通りPVDの膜厚は無視できません。
ISO 286系の公差運用に乗るH7クラスの穴では、処理後有効寸法をどちら基準で見るかを図面注記で持たせないと、加工側と表面処理側で責任範囲がずれます。
コーティング後寸法を保証するのか、前加工寸法に膜厚を見込むのか、この一点が曖昧な図面は現場で止まりやすいのが利点です。
図面で見落としたくない項目は、次の3群に整理できます。
- 外観管理の項目
陽極酸化の対象面、非意匠面、研磨方向、前処理レベル、素手接触を避ける前提の取り扱い区分がここに入ります。
色指定だけで外観品質は決まらず、下地条件を書かないと色むらの再発防止になりません。
- 機能管理の項目
PVDの対象面、マスキング面、接触面、摺動面、シール当たり面、後加工禁止面を整理します。
膜種名だけでは不足で、相手材、使用温度帯、雰囲気まで仕様に含めておくと膜種選定ミスを減らせます。
- 寸法管理の項目
処理前基準か処理後基準か、有効寸法をどこで判定するか、ゲージ判定をどの工程で行うかをそろえます。
陽極酸化は寸法寄与が小さい一方で、PVDはμm単位で効くため、同じ感覚で扱うと嵌合で差が出ます。
図面でここまで分けておくと、処理業者、加工担当、組立担当の認識がそろいます。
表面処理は「最後に色や膜を付ける工程」ではなく、前加工からつながる設計項目です。
曖昧なまま流すと、陽極酸化では色の再現性、PVDでは密着と粗さ、両方で手戻りが出ます。
コスト・納期に効く要因

陽極酸化のコスト・納期要因
陽極酸化の見積もりは、単純に面積だけで決まるわけではありません。
調達実務では、希望色、膜厚レンジ、前処理の内容、シーリング有無、ロットサイズ、マスキング点数、治具化の要否が積み上がって差になります。
3ERPが紹介するチタン陽極酸化の処理時間は30分〜2時間、参考価格は$5〜$15/ft²ですが、この幅の中でどちら側に寄るかを決めるのが仕様の細かさです。
色指定は見積もり差が出やすい代表項目です。
チタンの陽極酸化は干渉色なので、見た目の色は膜厚と電圧管理で決まります。
東陽理化学研究所が説明するように、発色に使う酸化皮膜は10nm〜300nmの範囲で、薄黄色が約30nm、濃い青が約150nmというように狙い色ごとに条件が変わります。
色名だけで発注すると、処理側は許容幅を広く取れますが、「青」でなく「濃い青を基準サンプルに近づける」となると管理条件が増え、ロット内の色合わせにも手間がかかります。
特に膜厚レンジを狭く見たい案件では、電圧の追い込みや試し処理の段取りが増えるため、単価も納期も伸びる方向に動きます。
前処理も同じくらい効きます。
研磨面と機械加工肌が混在したまま色を合わせようとすると、発色の揃い方が変わるため、酸洗いだけで済む案件と、研磨の統一が必要な案件では工数が別物です。
チタンの陽極酸化は下地状態が見え方に直結します。
見積書上では「陽極酸化一式」と見えても、その前に研磨をどこまで入れるかで金額差が出るのはこのためです。
シーリング有無も見逃せません。
色識別だけなら未シールで流れる案件もありますが、外観保持や使用環境を踏まえてシーリングを入れると、処理後工程が追加されます。
納期面ではこの後工程の有無が効き、コスト面では処理液管理と作業時間が上乗せされます。
数量が少ない案件ほど、この固定工数が1個あたりに乗りやすくなります。
ロットサイズの影響も大きいです。
陽極酸化はバッチでまとめて流せる一方、色替えや段取り替えが絡むと小ロットの不利が出ます。
現場では、数物で色違いが混在し、しかもマスキング箇所が多い案件になると、見積もりが一段跳ねることがよくあります。
特に小ロットかつ多点マスキングの案件では、処理そのものより養生と脱着、確認作業の比率が高くなり、調達側から見ると「同じ大きさの部品なのに単価差が大きい」状態になります。
こうした差は、希望色、非処理面、許容色差の考え方を最初に固めておくと縮みます。
仕様が曖昧なまま往復すると、処理条件の確認待ちで納期が止まり、そこで生じるロスのほうが処理時間そのものより効いてきます。
加えて、マスキング点数と形状、治具化の要否も見積もり差の源です。
平面1か所を塞ぐだけの案件と、穴内面やネジ部、嵌合面を複数箇所で分ける案件では段取りが変わります。
吊り方を工夫しないと色むらや接点痕が問題になる形状では、専用治具を起こすか、既存治具で保持できる向きに仕様を寄せるかで初回費が変わります。
見積もりの早い段階で部品図と対象面が明確な案件ほど、この部分の読みがぶれません。
PVDのコスト・納期要因
PVDでは、陽極酸化以上に膜種、前処理、真空装置の占有時間、形状の複雑性、要求面粗さ、マスキング難度が見積もり差を生みます。
見た目が似た部品でも、TiN、TiAlN、CrN、ZrNのどれを選ぶかで前処理条件も成膜条件も変わるため、単純な面積換算では読み切れません。
膜種の違いは、そのまま処理条件の違いです。
TiNは汎用硬質膜として使いやすく、TiAlNは高温側を意識した用途で選ばれ、CrNやZrNは耐食や相手材との組み合わせで候補に入ります。
一般的なPVD膜厚は2〜4μm、硬さは約3000HV前後というレンジで語られることが多いですが、同じ厚みでも成膜レシピと求める性能が違えば、装置内の滞留時間や前後工程が変わります。
調達で見落としやすいのは、「色が金色だからTiN」「黒っぽいからTiAlN」と外観起点で処理を指定し、その後で使用温度や摺動条件が追加される流れです。
この順番だと見積もりが揺れます。
前処理の影響も大きく、洗浄と活性化だけで入れる案件もあれば、ラッピングや鏡面仕上げが前提になる案件もあります。
表面粗さまで仕様化されると、価格差はさらに広がります。
ナノテックのTiNコーティング情報では、AIP法でRa100〜200nm、HCD法でRa10〜つまり、同じTiNでも「高硬度膜を付ける」だけなのか、「鏡面に近い下地を保ったまま成膜する」のかで、設備選定と前処理の負担が変わります。
鏡面要求が入った見積もりが急に上がるのは、この粗さ要求が装置方式まで縛るからです。
真空装置の占有時間は、PVDの納期とコストを左右する中核です。
PVDは真空装置を使うバッチ運用なので、部品1点ごとの処理というより、どの治具に何点掛けられるか、同じ膜種の案件とまとめられるかが効きます。
小物でも形状が複雑で冶具点数が増えると、装置1バッチあたりの有効搭載数が減り、1個単価が上がります。
逆に、単純形状で同一ロットがまとまる案件は、面積の割に見積もりが落ち着きます。
形状の複雑性は、ラインオブサイトの制約と直結します。
PVDは飛んできた粒子が見えている面に付きやすいので、深い溝、袋形状、交差穴、細い内周は付き回りの読みが難しくなります。
そのため、部品を回す治具が必要になったり、向きを変えて複数回処理したり、そもそも対象面を限定したりします。
見積もりではこの治具点数と段取り替えが効き、納期では治具設計待ちや試作確認が効きます。
マスキング難度もここに重なり、境界が鋭く要求される案件ほど工数が増えます。
現場で見積もり差が出る典型例は、小ロットで、しかも「この面だけ機能膜、隣接面は非成膜、さらに外観面は鏡面維持」という仕様が重なった案件です。
部品形状は小さくても、マスキング1か所追加で段取りが変わり、鏡面要求で前処理と方式選定が変わります。
結果として、見た目のサイズ感から想像する単価を外れます。
逆に、膜種、対象面、粗さ、相手材との接触条件まで最初からそろっている案件は、処理業者側が治具とバッチ計画を立てやすく、見積もり回答も早くなります。
納期短縮に効くのは値引き交渉より、仕様の先出しです。
💡 Tip
同一部品でも、マスキングが1箇所増える、鏡面維持が追加される、摺動相手材が後から出てくる、といった変更で見積もり条件は別案件に近づきます。表面処理の見積もりは面積表だけでは読めず、境界条件の明確さで決まる部分が大きいです。
見積もり依頼テンプレート

見積もり差を減らすには、処理名だけでなく、処理業者が工数を読める情報を最初から渡すことが効きます。
調達票やメール本文では、次の項目がそろっていると話が早く進みます。
- 希望色または膜種
陽極酸化なら希望色を具体化し、PVDならTiN、TiAlN、CrN、ZrNのように膜種を明記します。
陽極酸化で色見本基準があるなら、その表現も入れておくと条件の往復が減ります。
- 膜厚の目安
陽極酸化では色に対応する膜厚レンジ、PVDでは必要な膜厚の目安を書きます。
膜厚そのものを厳しく管理したい案件か、機能優先で一般レンジでよい案件かがここで分かれます。
- 数量とロット構成
試作何個、量産何個、色違いの有無、混載可否を入れます。小ロット多品種か、同一ロットでまとめられるかで段取り工数の読みが変わります。
- マスキング部位
非処理面、嵌合面、ネジ部、導通が必要な面などを図面と合わせて示します。点数と境界の厳しさが見積もりの差になります。
- 下地粗さまたは下地仕上げ
研磨済み、ラッピング面、切削肌のままなど、処理前の状態を書きます。PVDで鏡面要求がある場合は特にここが効きます。
- 使用温度
常温の摺動なのか、高温域で使うのかで候補膜種が変わります。TiAlN系を検討するかどうかの分かれ目になります。
- 相手材と摺動有無
相手が樹脂なのか金属なのか、摺動するのか固定接触なのかを添えます。膜種選定と面粗さ要求の判断材料になります。
実務では、これに図面の対象面マーキングを付けるだけで見積もりの精度が上がります。件名ベースで使うなら、たとえば以下の形にすると整理しやすくなります。
「チタン部品 表面処理見積依頼。
希望仕様は、陽極酸化なら濃い青基準、またはPVDならTiN。
数量は試作10個、量産100個/ロット。
マスキング部位は内径、ねじ部、端面一部。
下地は外観面研磨、他は切削肌。
使用条件は金属相手の摺動あり、使用温度は高温域なし。
」
この粒度まで書かれていれば、処理業者は前処理、マスキング、治具、バッチ条件を読みやすく、調達側も見積もりの差額理由を比較できます。
表面処理の見積もりは、価格表より仕様表の精度で決まる場面が多いです。
選定チェックリストとまとめ
選定チェックリスト
会議配布用に1ページへ収める前提で設計するなら、設問ごとに「Yesなら何を見るか」まで紐づけておくと判断が止まりません。
現場では、処理名の候補を先に並べるより、この順で潰したほうが後戻りが減ります。
- 見た目(意匠・色識別)を最優先にしたいか
Yesなら陽極酸化を起点にします。
チタンの発色は干渉色なので、色識別や意匠面では強い選択肢です。
反対に、白や黒を前提にしている案件は最初から条件が合いません。
Noなら、外観より機能を優先する前提でPVD側の検討へ進めます。
- 摺動・摩耗対策が必要か
YesならPVDを優先します。
工具、接触面、擦れが出る相手材ありの部品では、陽極酸化より硬質膜の発想で考えたほうが筋が通ります。
TiNを基本線に置き、接触条件や相手材で膜種を詰める流れです。
Noなら、色分けや識別が主目的の案件では陽極酸化の優先度が上がります。
- 高温環境で使うか
YesならTiAlNやAlTiNを候補に入れます。
常温の外観部品と同じ感覚で選ぶと、要求と膜種がずれます。
Noなら、高温酸化抵抗より外観、摺動、耐食の順で整理したほうが判断が速くなります。
- 腐食・化学暴露は強いか
Yesなら耐食寄りの膜種まで広げて検討します。
摩耗だけでなく耐食が前面に出るなら、CrNやZrNを候補に入れるほうが図面の整合が取りやすくなります。
Noなら、PVDでもまずは摺動・高温の要求が主軸です。
- 寸法変化をどこまで許容できるか
Yesで、μm級の寸法変化を吸収できるならPVDも選択肢に入れやすくなります。
Noで、嵌合やシール面など寸法余裕が小さいなら、陽極酸化のほうが扱いやすい場面があります。
高精度嵌合では、どちらを選ぶにしても対象面の切り分けが先です。
- 処理後の追加工予定があるか
Yesなら、どの面を後加工するかを先に分けます。
陽極酸化は追加工で色が変わり、PVDは追加工で膜機能を削ります。
後から考えると仕様が破綻しやすいので、加工順と非処理面を図面側で整理しておく必要があります。
Noなら、処理後完成品としての要求を書き切ることに集中できます。
判断フロー

実務での振り分けは、見た目か性能かを最初に分けるだけでほぼ方向が決まります。
意匠や色識別が先なら陽極酸化です。
膜厚がnm級なので寸法への影響は小さく、会議資料でも「色で区別したい部品」「見える面が評価対象の部品」はこの列に入れると整理が進みます。
ただし、色の自由度を塗装のように考えると食い違うので、白黒不可の前提は最初に共有しておくべきです。
摺動、耐摩耗、接触面の保護が主目的ならPVDが本命です。
TiNのような硬質膜は、見た目より機能を取りにいく案件で答えが出しやすくなります。
高温で乾式に寄る用途ならTiAlNやAlTiN、耐食側へ寄せるならCrNやZrNまで含めて比較する、という流れにすると抜けが出ません。
現場では「とりあえずTiN」で始めるより、温度条件と相手材を書き出してから膜種を絞るほうが、処理後の不一致が減ります。
寸法精度が厳しい部品は、このフローの途中で別扱いにします。
とくにH7嵌合のような精密穴や相手軸がある案件では、被膜を全面に掛ける前提で話を進めると後で止まります。
高精度嵌合はマスキング前提で考え、必要ならコーティング後の有効寸法を図面で管理する。
この順にしておくと、調達、設計、加工の会話が揃います。
ℹ️ Note
会議配布用の1ページ資料は、左列に「見た目優先」「摺動あり」「高温あり」「耐食優先」「μm級公差あり」「追加工あり」を並べ、右列に「陽極酸化」「TiN」「TiAlN/AlTiN」「CrN/ZrN」「マスキング必須」「処理順再確認」と推奨プロセスを対応づける形が実務向きです。処理名の解説を長く書くより、設問と推奨の対応表にしたほうが会議中の判断がぶれません。
次のアクション
図面とRFQに落とす段階では、主要求の優先順位を先に固定します。
意匠、耐摩耗、高温、耐食、寸法精度のどれが最上位かが曖昧だと、処理業者は無難な条件を返すしかなく、比較できる見積もりになりません。
表面処理の選定は、候補を増やすことより「何を捨てないか」を先に決める作業です。
次に、下地粗さ、追加工の有無、使用温度、相手材、摺動有無を図面か見積依頼書へ明記します。
ここが抜けると、陽極酸化で色を狙うのか、PVDで性能を狙うのかが分かれてしまいます。
希望色、膜種、膜厚の目安、ロット、マスキング箇所まで並べると、処理業者は工程を組み立てやすく、設計側も回答の差を読み解けます。
陽極酸化は nm 級で見た目に強く、PVD は μm 級で性能に強いという整理で捉えると、迷いが減ります。
両方を求める案件では、処理を一つに決め打ちするより、複合処理や面ごとのマスキング分けまで含めて図面化したほうが実務に合います。
選定の勝ち筋は、処理名を知っていることではなく、要求を順番に切り分けて図面へ戻せることにあります。
精密金属加工メーカーで15年のチタン加工経験を持つ。切削・研削・プレス・溶接と幅広い加工方法に精通し、特に難削材の切削条件最適化を得意とする。
関連記事
チタン積層造形の選び方|PBF/EBM/DED比較と後処理
チタンAMの実務判断を1本に集約。PBF-LB・EBM・DEDの比較表、Ti-6Al-4V(Grade 5/23)の選び方、応力除去670℃×5hやHIPなど後処理、航空宇宙・医療・産業での適用条件、コスト・品質保証まで整理します。
チタン粉末冶金 MIM/HIP比較と選び方
チタン粉末冶金でMIMとHIPのどちらを起点に考えるかは、部品の勝ち筋を最初に決める論点です。小型で複雑、かつ量産が前提にある案件ではMIMが検討候補に上がりやすく、高密度化や内部欠陥の除去、大型部品やAM後処理まで含めるならHIPから設計条件を組むのが実務的です。
チタン加工コストの下げ方|設計・素材・発注
チタン加工費は材料費だけで決まるものではなく、材料費・加工費・検査費・在庫費の積み上げで決まります。とくにTi-6Al-4Vのような代表的な高強度材は、低熱伝導率と難削性の影響でアルミより加工負担が重く、図面と発注条件の詰め方で総コストに差が出ます。
チタン鍛造の選び方|熱間と冷間の使い分け
チタン鍛造の熱間と冷間は、温度だけで選ぶと判断がぶれます。実務では形状・サイズ・精度・ロット・材種の5軸で整理し、そのうえで熱間、冷間、温間、あるいは複合工程を当てはめると、見積もりから工程設計まで筋の通った判断になります。