チタンはなぜ難削材か|5つの理由と対策
チタンはなぜ難削材か|5つの理由と対策
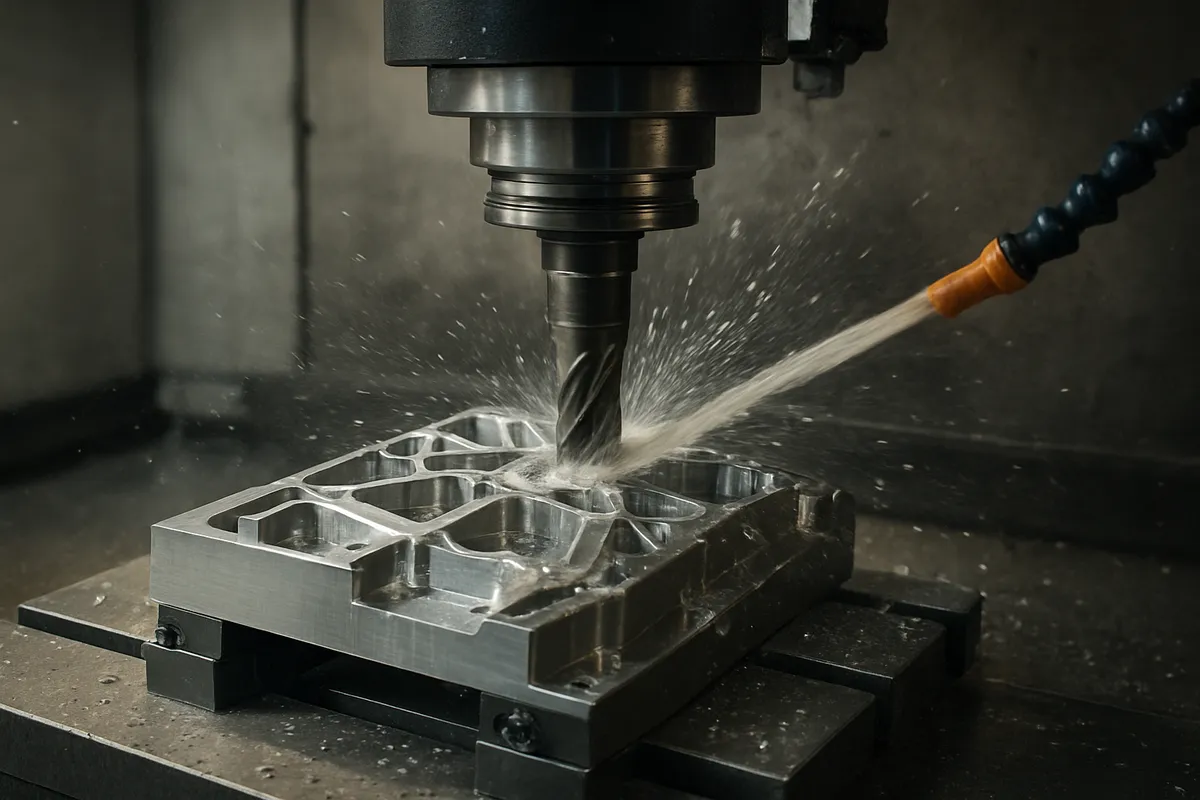
チタン加工が難しいのは、単に硬いからではありません。熱が刃先にこもる低い熱伝導率、たわみとスプリングバックを招く低いヤング率、工具との凝着を起こしやすい化学反応性、のこ歯状切りくず、高い比強度が重なって、工具摩耗とびびりを同時に呼び込みます。
チタン加工が難しいのは、単に硬いからではありません。
熱が刃先にこもる低い熱伝導率、たわみとスプリングバックを招く低いヤング率、工具との凝着を起こしやすい化学反応性、のこ歯状切りくず、高い比強度が重なって、工具摩耗とびびりを同時に呼び込みます。
この材料特性の組み合わせが難削の本質として整理されています。
本記事では、代表材のTi-6Al-4V(一般に産業界で多用されるα+β型チタン合金)を軸に、原因ごとに対応する実務対策を1対1で結び付けて解説します。
現場では「速度を下げて送りを上げる」だけで収まらない場面が多く、刃先の鋭利さとクーラントの到達性まで同時に整えると、条件が急に安定へ向かうことが少なくありません。
Ti-6Al-4Vの初期条件として使いやすい切削速度30〜60 m/minの考え方を出発点に、旋削とエンドミルのパラメータ表、材種とPVDコーティングの選び方、高圧クーラント、トロコイドや低ae高apの経路まで具体化します。
チタンで工具が持たない、寸法が流れる、切りくず処理で止まるという読者に向けて、条件出しを感覚論で終わらせない記事です。
チタンが難削材とされる理由

難削材の定義と評価指標
難削材とは、単に硬い材料のことではありません。
加工現場では、工具寿命が短い、切削速度を上げにくい、熱が逃げずに刃先が傷む、びびりや寸法不安定が出る、面粗さが乱れる、切りくず処理で止まりやすいといった問題が重なる材料を指します。
チタンはこの条件に複数当てはまるため、難削材として扱われます。
この点は数値で見ると整理しやすくなります。
代表材のTi-6Al-4VはMachining Doctorのデータで被削性指数が約20%、硬さは約32 HRCです。
32 HRCという値だけを見ると、超高硬度材という印象ではありません。
ところが実際には、一般的な初期条件として置かれる切削速度が30〜60 m/min程度に留まり、工具摩耗、欠損、仕上げ不良が先に問題になります。
つまり、チタンの難しさは硬さ単独では説明できず、熱、弾性、化学反応、切りくず形態まで含めて評価する必要があります。
チタン合金の難削性は材料特性の組み合わせとして整理されています。
現場で条件出しを詰めるときも、切削抵抗の大小だけを見ても答えになりません。
刃先温度がどこまで上がるか、ワークと工具がどれだけたわむか、切りくずが離れるか再切削するかまで追わないと、なぜ工具が持たないのかが見えなくなります。
チタン特有の難削メカニズムの全体像
チタンでまず効いてくるのは、熱が刃先に集中しやすいことです。
熱伝導率は約6.7 W/m·Kと低く、切削で発生した熱がワーク側へ逃げにくいため、逃げ場を失った熱が工具先端に滞留します。
チタンは融点が1668℃と高い材料ですが、だから刃先が安全という話にはなりません。
実際の問題は、材料が溶ける前に工具側が高温で摩耗し、コーティングや母材が先に傷むことです。
高温域では凝着、逃げ面摩耗、境界摩耗、微小欠損が一気に進みます。
次に、低いヤング率による変形とスプリングバックが加工を不安定にします。
Ti-6Al-4Vのヤング率は約104〜110 GPaで、鋼の約200 GPa級と比べると剛性が低く、切削力に対してワークが逃げやすい性質があります。
とくに薄肉形状では、切削中は押し込まれて一見寸法が合っているように見えても、刃物が抜けた瞬間に戻ってしまうことがあります。
薄肉リングの仕上げ旋削ではこの挙動が典型で、熱集中で局所的に伸びた状態では面がきれいに見えても、次工程で温度が落ち着くと寸法が戻り、真円度や肉厚差が表面化することがあります。
現場で「仕上げ直後は良かったのに、後で外れた」という現象は、測定ミスではなく材料の弾性応答として説明できるケースが少なくありません。
さらに、チタンは化学反応性が高く、工具に凝着・溶着しやすい材料です。
刃先にワーク材が付着すると、有効な刃先形状が短時間で崩れます。
付着したチタンが剥がれるときには工具母材も一緒に持っていかれ、チッピングの起点になります。
ここで厄介なのは、摩耗がなめらかに進まず、ある時点から急に面が荒れたり寸法が流れたりすることです。
鋼のようにじわじわ摩耗幅が増える感覚で見ていると、交換タイミングを外しやすくなります。
切りくずの出方も独特です。
チタン合金ではのこ歯状切りくずになりやすく、切削力が周期的に変動します。
これがびびりの種になり、さらに排出が悪いと切りくずが工具周りに残って再切削を起こします。
再切削が始まると、熱と摩耗が一段深く進み、刃先の局所欠損や面粗さ悪化につながります。
深溝やポケットでトロコイド加工が効くのは、こうした包み角の増大と切りくず滞留を抑えられるからです。
研究でもTi-6Al-4Vに対するトロコイド加工が工具摩耗低減に有効と報告されています。
加えて、チタンは比強度が高いため、軽いわりに切削時の負荷を下げにくい材料でもあります。
Ti-6Al-4Vは比重が約4.43 g/cm³と鋼より軽い一方、引張強度は約895 MPa以上あります。
軽量材料なのに加工が楽にならないのはこのためです。
見た目の軽さに反して、刃先には強度由来の負荷が残ります。
発火リスクにも目を向ける必要があります。
バルク材の通常切削で常に燃えるわけではありませんが、細かい切りくずや粉状の切粉が高温で滞留すると、発煙や発火につながることがあります。
熱がこもる、切りくずが詰まる、乾いた状態で擦れるという条件が重なると危険側へ寄ります。
チタン加工で切りくず排出と冷却がセットで語られるのは、寿命や面品位だけでなく安全面の理由もあるからです。
ℹ️ Note
チタンの難削性は「硬さ」ではなく、低熱伝導率、低ヤング率、高反応性、のこ歯状切りくず、高比強度が同時に働く複合現象として捉えると、条件出しの方向性が見えやすくなります。
純チタンとTi-6Al-4Vの難しさの違い

同じチタン系でも、純チタンとTi-6Al-4Vでは手こずるポイントが少し異なります。
純チタンは合金系より強度が低いぶん、切削負荷そのものは抑えやすい場面がありますが、粘りが強く、凝着が前に出やすいのが特徴です。
刃先にまとわりつくような切れ方になり、構成刃先や溶着起点の面荒れが出やすくなります。
切りくずが長くつながると、排出不良から再切削へ移りやすい点も無視できません。
一方のTi-6Al-4Vは、純チタンより高強度で、熱が入ったときの摩耗や欠損が表面化しやすい材料です。
被削性指数が約20%条件を少し攻めただけで刃先温度が上がり、逃げ面摩耗、クレータ摩耗、微小チッピングが一気に進みます。
硬さは約32 HRCで突出して高いわけではないのに、Ti-6Al-4Vが実務で「別物」と扱われることがあるのは、この高温域での工具損傷の進み方にあります。
この違いは、トラブルの出方にも現れます。
純チタンでは「切れるが刃先に付く」、Ti-6Al-4Vでは「切れ始めは良いが、温度が乗ると急に刃先が崩れる」という形になりやすいのが利点です。
前者は鋭利な刃先と凝着抑制の考え方が効きやすく、後者は冷却到達性、安定した工具経路、高温摩耗に耐える材種やコーティングの比重が上がります。
Machining Doctorの『Ti-6Al-4V Machining Data Sheet』でも、Ti-6Al-4Vは鋭利な刃先、適切なコーティング、安定した条件設定が前提になる材料として扱われています。
現場では両者をひとまとめに「チタンだから難しい」と片付けがちですが、実際には純チタンは粘り起因の凝着トラブル、Ti-6Al-4Vは高温域の摩耗と欠損というように、失敗の主因が少しずれます。
この違いを先に押さえておくと、工具が持たない原因を見誤りにくくなります。

Material Ti-6Al-4V (Grade 5) : Machinig Data Sheet (Machining Doctor)
Material Ti-6Al-4V (Grade 5)(TiAl6V4):Cutting conditions, Recommended Carbide Grades, Equivalent Material Standards, and
www.machiningdoctor.com理由1〜5を材料特性から分解する
理由1: 低熱伝導率で切削熱が刃先に集中
チタン、とくに Ti-6Al-4V が難削材になる第一の理由は、熱の逃げ場が少ないことです。
チタンの熱伝導率は約 6.7 W/m·K とされ、鋼材より熱を母材側へ逃がしにくい性質があります。
切削では塑性変形と摩擦で熱が発生しますが、チタンではその熱がワーク全体へ拡散せず、工具刃先のごく近傍に残りやすくなります。
この低熱伝導率が難削化の中心要因として整理されています。
このとき問題になるのは、単純な発熱量よりも熱流束の偏りです。
鋼ではワークや切りくず側へある程度熱が逃げるため、同じ切削速度でも刃先温度の上がり方が異なります。
チタンでは刃先と工具すくい面の接触域に温度が集中し、逃げ面摩耗、クレータ摩耗、コーティングの劣化が一気に進みます。
Ti-6Al-4V の一般的な初期条件が 30〜60 m/min 程度に置かれることが多いのは、切削抵抗そのものよりも、この熱集中を先に抑える必要があるからです。
熱集中は、後続のトラブルも連鎖的に呼びます。
刃先温度が上がると工具材との反応性が高まり、凝着や微小欠けが起きやすくなります。
すると刃先形状が崩れ、切削力が乱れ、面粗さや寸法安定性も悪化します。
現場では「切れなくなった」のではなく、「熱で刃先の状態が変わり、結果として切れなくなった」と見たほうが原因を追いやすくなります。
冷却方式の差もここで効いてきます。
エマルジョンの一般的な濃度は油 5〜10% とされますが、チタンでは単に液をかけるだけでは不十分で、切削点へ届くことが条件になります。
MQL は 4〜30 mL/h 程度の微量供給で潤滑には利点がある一方、分換算では約 0.067〜0.5 mL/min と供給量が少なく、チタンのような高発熱材では冷却量が不足しやすい場面があります。
そこで実務では、湿式を基本にして、必要に応じて高圧スルークーラントや内部給油工具を組み合わせる考え方が主流になります。
対応する主要対策は、低速寄りの初期条件設定、切削点へ届く湿式冷却、高圧クーラントの活用です。
理由2: 低ヤング率(≈104–110 GPa)でたわみ・スプリングバックが大きい

チタンの加工を不安定にする第二の理由は、材料が「強いのに、剛性は鋼ほど高くない」ことです。
Ti-6Al-4V のヤング率は約 104〜110 GPa で、鋼の約 200 GPa 級と比べると低い値です。
ヤング率は弾性変形の起こりやすさを示す指標で、この値が低いほど同じ力でも変位が大きくなります。
切削中のチタンは、刃先に押された瞬間に逃げ、刃先が抜けると戻る挙動を取りやすく、これがたわみとスプリングバックの源になります。
この性質は、薄肉部品、細長いシャフト、深ポケット、長い工具突出しで一気に表面化します。
切削点では「削っている」つもりでも、実際にはワークが弾性変形して刃先から逃げている時間が含まれます。
送りや切り込みを維持していても実切込みが安定せず、寸法が残ったり、逆に戻りで食い込んだりします。
仕上げ面に周期的なうねりが出るとき、原因が主軸や工具だけでなく、ワークの弾性回復にあるケースは少なくありません。
工具側の剛性も同じ理屈で効きます。
片持ち梁として見た工具の先端変位は L^3 に比例するため、同径工具で突出し長さ L を 2 倍にすると、理論上は変位が 8 倍になります。
チタンは材料側も逃げるため、工具とワークの両方がたわむ方向に働き、びびりへつながりやすくなります。
一般に L/D が大きい条件では安定域が狭くなりますが、チタンではその影響が一段と出やすく、鋼で通った突出し条件がそのまま通用しないことがあります。
この低ヤング率は、切削力の変動にも敏感です。
刃先に少し凝着が乗るだけで切削抵抗が増え、たわみ量が変わり、寸法と面品位が揺れます。
加工中は一見静かでも、仕上げ代が薄くなる段階でワークの有効剛性が落ち、急にびびりが立ち上がる場面があります。
現場では、条件を少し上げただけで不安定になるというより、たわみが臨界点を越えた瞬間に一気に崩れると捉えると理解しやすくなります。
対応する主要対策は、突出し短縮、把持剛性の高いホルダ選定、薄肉部の段取り見直し、仕上げ代と経路の最適化です。
理由3: 高い化学反応性で構成刃先・凝着・溶着が発生しやすい
第三の理由は、チタンが高温で工具と反応しやすいことです。
切削では新生面が連続して現れ、しかも刃先近傍は高温になります。
この条件がそろうと、チタンは工具表面へ付着しやすくなり、構成刃先、凝着、溶着が起こります。
ここでいう構成刃先とは、被削材が刃先先端に一時的に付着して、刃先形状そのものを変えてしまう現象です。
付いたまま切れると一時的に切れ味が変わり、はがれると刃先の微小欠損を伴うことがあります。
この現象が厄介なのは、摩耗が連続的に進まない点です。
逃げ面摩耗なら徐々に寿命末期へ向かいますが、凝着が絡むと、面粗さが急に崩れたり、寸法が飛んだり、工具寿命が読みにくくなります。
Ti-6Al-4V の被削性指数が約 20% と低く評価される背景には、この反応性由来の不安定さも含まれます。
硬さが約 32 HRC であっても加工が難しいのは、硬さだけでは説明できないという前段の話につながります。
チタン加工で刃先の鋭利さが重視されるのも、この凝着を減らすためです。
刃先が鈍ると切るより押しつぶす比率が増え、接触面積と摩擦が増えます。
すると温度がさらに上がり、凝着が強まり、刃先欠けへ進みます。
逆に鋭利な刃先は切り込み時の塑性変形を減らし、接触を短くできます。
コーティングも有効ですが、ここは単純ではありません。
Hannibal Carbideの『TiN, TiCN, TiAlN, AlTiN コーティング解説』で説明されるように、TiAlN 系や AlTiN 系は高温域での酸化抵抗に強みがあります。
ただし、切れ味最優先の条件ではノンコートや別系統の選択が合うこともあり、刃先強度と摩擦のバランスで判断することになります。
凝着は仕上げ面にも直接現れます。
刃先に付着物が乗ると、切削断面が一定でも実際の切れ刃半径が変わるため、面の光沢や粗さが周期的に乱れます。
加工音が落ち着いていても面が荒れる場合、送りや回転数だけではなく、刃先への付着を疑うほうが原因に近いことがあります。
対応する主要対策は、鋭利刃先の維持、摩擦を抑える工具材種とコーティングの使い分け、潤滑と冷却の両立です。
Titanium Coatings TiN, TiCN, TiAlN, AlTiN | Hannibal Carbide Tool, Inc
Titanium coatings TiN, TiCN, TiAlN, AlTiN
www.hannibalcarbide.com理由4: のこ歯状(セレーション)切りくずで荷重変動・再切削が発生
第四の理由は、チタン合金特有の切りくず生成です。
Ti-6Al-4V では、連続したリボン状ではなく、局所的なせん断が繰り返されるのこ歯状切りくずが発生しやすいことが知られています。
これは切削中に変形が均一に進まず、ある部分でひずみが集中して一気にせん断されるためです。
見た目は切りくず形状の話ですが、実際には切削力が周期的に増減することを意味します。
荷重が脈動すると、工具・ワーク・主軸系に振動を励起します。
設備剛性や保持剛性に余裕があると吸収できますが、薄肉ワークや長い突出し、細径工具ではこの力のゆらぎがそのままびびりへつながります。
とくにドライ寄りの条件では切りくず温度が上がり、セレーションが目立ちやすくなることがあります。
ここで工具系や治具系の固有振動数に近い周期成分が重なると、最初は軽い荷重変動だったものが、途中から明確なびびり模様へ変わる場面があります。
現場で「最初は削れていたのに、ある深さから急に荒れた」ときは、この切りくず生成の変化が背景にあることがあります。
さらに、のこ歯状切りくずは排出不良と組み合わさると再切削を招きます。
再切削とは、いったん離れた切りくずを再び刃先が噛み込む状態です。
これが起きると、想定外の切削断面が生じ、刃先欠け、面粗さ悪化、異常摩耗が進みます。
深溝や深ポケットでチタン加工の歩留まりが落ちるのは、熱だけでなく切りくずが戻る経路ができやすいからです。
従来の溝加工で工具包み角が大きい場合は、発熱と排出不良が同時に起きやすく、チタンでは不利な条件になります。
このため、チタンでトロコイド加工が評価されるのは、単なる高速経路だからではありません。
包み角を小さく保ち、切りくずを逃がし、荷重変動を平準化しやすいからです。
PMCのDry Trochoidal Milling of Ti-6Al-4Vでも、Ti-6Al-4V に対するトロコイド加工が工具摩耗低減に有効と報告されています。
💡 Tip
チタンでびびりが出たとき、回転数だけを見直しても収まらないことがあります。切りくずがのこ歯状に変わって荷重が脈動しているなら、経路、包み角、切りくず排出の3点を同時に触れないと再発しやすくなります。
対応する主要対策は、再切削を防ぐクーラント到達性の確保、包み角を抑える工具経路、トロコイド加工の活用です。
理由5: 高比強度(引張強度 ≈895 MPa級、比重 4.43–4.51)で工具負荷が高い
見逃せないのが、チタンは軽いのに局所的な切削負荷が高い材料だという点です。
Ti-6Al-4V の引張強度は約 895 MPa 以上、比重は約 4.43 g/cm³ です。
純チタンを含むチタン系全体でも比重は 4.51 付近で、鋼より軽い一方、単位重量あたりの強度、つまり比強度が高くなります。
設計上は大きな利点ですが、加工では「軽いから削りやすい」という発想が通用しません。
切削では、工具が局所的に材料をせん断し続けます。
このとき材料の強度が高いほど、刃先近傍にかかる応力も高くなります。
しかもチタンでは前述の通り熱がこもり、反応性が高く、ワークがたわむため、単純な切削抵抗の大小以上に工具への負担が増えます。
鋼より切削抵抗が低く見える条件があっても、実際の刃先では高温・凝着・荷重変動が重なっているため、工具寿命はむしろ短くなりやすいのです。
この特性は、断続切削や小径工具を使う場面でより厳しく表れます。
高強度材料で薄い切りくずを高温状態で断続的に生成すると、刃先に微小なチッピングが発生しやすくなります。
したがって、チタン加工で工具負荷を考えるときは、硬さより高強度・高比強度と熱集中の組み合わせを見る必要があります。
強度だけなら対処できても、熱と凝着が加わると刃先寿命の管理幅が狭くなります。
そこで、切削条件を無理に上げず、切れ刃数、エンゲージメント、経路安定性を含めて負荷を分散させる発想が必要になります。
対応する主要対策は、切削断面を急に増やさない条件設定、工具負荷を分散する経路設計、工具寿命の予防交換管理です。
チタン切削の5つの対策

以下では、現場で効果がある対策を5項目に分けて解説します。
対策1: 低速・高送り寄り
チタンでまず効くのは、刃先を無駄に擦らせない条件に寄せることです。
理由の中心にあったのは熱集中、凝着、弾性変形でした。
回転を上げて表面速度を稼ぐ方向は、鋼では成立しても、チタンでは刃先温度の上昇が先に限界へ届きやすくなります。
その一方で、送りが細すぎると「切る」より「擦る」時間が増え、逃げ面摩耗と凝着が進みます。
そこで実務では、速度を抑えつつ、刃先が確実に食い込むだけの送りを与える考え方が基準になります。
旋削では、切込みが浅い仕上げほどこの傾向がはっきり出ます。
切込み量に対して送りが弱いと、ばね戻りした表層を何度もなぞる形になり、面粗さが崩れます。
チタンはヤング率が低く、切削中に逃げた分だけ戻ろうとするため、刃先が鈍り始めた段階で寸法のばらつきが急に出ます。
現場では、切削速度だけを下げても改善せず、送りを一段上げて擦過時間を減らした途端に面が落ち着くケースが多いです。
ミーリングでも考え方は同じで、1刃当たりの送りを必要以上に細くしないことが前提になります。
特に薄肉やポケット加工では、びびりを恐れて送りを下げ続けると、切削抵抗の平均値は下がっても熱と凝着が増え、工具寿命が読めなくなります。
そこで、回転で逃がすのではなく、切りくず厚みを確保して短時間で切り離す方向へ寄せると、刃先の温度履歴が安定します。
乾式か湿式かは一律ではなく、加工法、設備のクーラント到達性、高圧化の可否、使うコーティングの組み合わせで決めます。
旋削で切削点へ確実に液が入るなら湿式が有利な場面が多く、ミーリングでは断続切削による熱衝撃もあるため、乾式寄りまたは限定的な給油が合うこともあります。
ただしチタンでは、冷却が足りないのに速度だけを上げる条件がもっとも不安定になりやすく、ここは共通しています。
対策2: 鋭利な刃先と小さめコーナR
鋭利な刃先が効くのは、チタンが硬いからではなく、粘りと反応性がある材料だからです。
刃先が丸くなると、せん断の前に押し込みと擦れが増えます。
この押し込みが発熱を呼び、凝着層を作り、さらに切れ味を落とすという悪循環に入ります。
チタン加工では「まだ使える」段階の摩耗が、そのまま不良率の上昇につながることが少なくありません。
旋削では、ノーズRを大きくして強度を持たせたくなる場面がありますが、チタンではRが大きすぎると背分力が増え、たわみとびびりを誘発します。
小さめコーナRで切削抵抗の向きを素直にし、鋭利なすくい刃で切らせた方が、薄肉品や細長いワークでは安定することが多いです。
もちろん荒加工で刃先強度が要る場面はありますが、その場合でも「強い刃先」より「無理なく切り込める刃先」に寄せた方が結果がまとまります。
ミーリングでは、切れ刃のシャープさがさらに結果へ直結します。
特に肩削りや側面加工では、コーナRが大きい工具ほど包み角の影響を受けやすく、熱が刃先の一部に溜まりやすくなります。
小さめのコーナRやシャープエッジの工具を使うと、切削点の滞留熱と荷重の偏りを抑えやすくなります。
チタンで刃先欠けが続くとき、工具径や条件だけでなく、刃先形状そのものを見直すと改善する場面があります。
現場では、寿命末期の急激な崩れを避けるために経験則に基づく予防的な工具交換(プリエンプティブチェンジ)を行う現場が多く見られます。
ただし、これは業界統一の公的基準ではありません。
交換基準は工具メーカーの推奨値(例:フランクウェア幅 VB)、面粗さの閾値、切削力の上昇などの計測指標、あるいは社内運用ルールに基づいて設定することを推奨します。
💡 Tip
チタンで面粗さが突然荒れたときは、条件不良だけでなく「刃先がまだ残って見えるのに切れ味だけ落ちている」状態を疑うと切り分けが早く進みます。見た目の摩耗幅より、凝着と微小な丸まりが先に悪さをするためです。
対策3: 工具材種とPVDコーティングの使い分け

工具材種とコーティングの選定は、摩耗対策というより、熱と反応性への対抗策です。
チタンでは、工具が高温でワークと反応し、凝着と剥離を繰り返すことで摩耗が進みます。
ここで必要なのは、まず鋭利さを出せる母材、そのうえで高温域で表面を守るコーティングです。
チタン合金の難しさは熱、弾性、反応性の重なりとして整理されています。
実務では、超硬母材を中心に、工具メーカーの材種表でチタン向けに位置付けられたグレードを使い分けます。
K10やK20のような記号は参考になりますが、実際の性格付けはメーカーごとに異なるため、同じ記号でも中身は同一ではありません。
ここで見るべきなのは、耐摩耗寄りか、靱性寄りか、そしてチタン合金への推奨が明記されているかです。
荒加工で断続負荷が強いなら欠けにくさ、仕上げで面品位を優先するなら鋭利さと低凝着性のバランスを重視します。
コーティングはPVD系を中心に考えると整理しやすくなります。
Hannibal Carbideの『TiNTiAlNやAlTiN系は高温域での保護膜形成に強みがあります。
チタンのように刃先温度が上がりやすい材では候補に入りやすいのが利点です。
一方で、コーティングが厚く、刃先の鋭さを殺してしまう組み合わせは逆効果になることがあります。
チタンでは「強い膜」だけでなく「切れる刃先」が残っていることが前提です。
旋削では、湿式高圧クーラントと相性のよいチタン向けPVD材種を軸にすると、逃げ面摩耗と境界摩耗の進み方を読みやすくできます。
ミーリングでは、乾式寄りに振るなら耐熱系PVD、湿式で切削点へ確実に届くなら潤滑寄りの考え方も選択肢に入ります。
どちらでも、コーティングだけで問題を解決しようとせず、刃先形状、母材、供給方法をセットで見るのが実務的です。
対策4: 高圧クーラント・到達性の確保
クーラントは量より、まず切削点へ届いているかが分岐点になります。
チタンで問題になるのは、熱が刃先に集中することに加えて、切りくずが戻って再切削を起こすことでした。
高圧クーラントが効くのは、単に冷やすからではなく、刃先と切りくずの間へ入り込み、切りくずを分断するからです。
排出方向を作れる点も効く理由です。
Sandvik Coromantの旋削ではエマルジョン濃度だけでなく、どこへどう当てるかで結果が変わります。
高圧クーラントの設備レンジとしては、実務で7 MPa前後から高圧域に入り、より強い切りくず分断や深部加工では10 MPa以上、さらに高い圧力帯を使う構成もあります。
チタンの深穴、突切り、内径旋削、深ポケットでは、この差がそのまま寿命と安定性に出ます。
切りくずが長くつながる工程ほど、圧力より先にノズル位置と到達経路を詰めると結果が変わります。
旋削では、主切れ刃のすくい面側へ当てて切りくずを浮かせる流れと、逃げ面側の冷却を分けて考えると整理しやすくなります。
突切りや溝入れではとくに有効で、切りくず詰まりから来る欠けを抑えやすくなります。
ミーリングでは、外掛けだけでは届かない場面が多く、スルークーラント工具や内部給油の効果が出やすいのが利点です。
小径ドリルや深穴では、オイルホール付きドリルで先端へ直接送る方式が安定につながります。
一方で、乾式と湿式の使い分けは設備と経路で決まります。
外掛けで断続的にしか届かないミーリングでは、半端な湿式が熱衝撃を増やすことがあります。
逆に、旋削や穴加工のように切削点が限定され、内部給油や高圧噴射で確実に当てられるなら、湿式の優位ははっきり出ます。
MQLは潤滑には意味がありますが、チタンの高発熱工程では冷却主役にはなりにくく、補助的な位置付けで考える方が筋が通ります。
Sandvik Coromant
www.sandvik.coromant.com対策5: トロコイド/低ae高apの工具経路

工具経路の見直しは、チタン加工で見落とされがちな改善幅があります。
理由4で触れた通り、のこ歯状切りくずと荷重変動、再切削は、包み角が大きい経路で悪化しやすくなります。
そこで有効なのが、径方向切込みを抑え、軸方向切込みを確保する低ae高apの考え方と、一定包み角を保ちやすいトロコイド経路です。
発熱をゼロにはできませんが、熱の出方と荷重の揺れ方を整えられる点が大きいです。
実際、トロコイドでaeを下げてapを持たせると、切削温度と荷重変動が落ち着く場面が多いです。
チタンの溝加工で従来経路のまま条件だけを触っても、ある深さから急にびびりや摩耗が出ることがありますが、経路を変えると同じ機械でも挙動が別物になります。
包み角が小さく保たれるため、刃先が熱を抱え込む時間が短くなり、切りくずの逃げ道も確保できます。
PMCのDry Trochoidal Milling of Ti-6Al-4Vでも、Ti-6Al- 実際、トロコイドでaeを下げてapを持たせると、切削温度と荷重変動が落ち着く場面が多いです。
経路を変えることで、同じ機械でも挙動が改善することがあります。
旋削にはそのままトロコイドという形では適用しませんが、考え方は共通です。
つまり、一度に大きな切削断面を作らず、接触弧と切りくず滞留を抑え、負荷のピークを作らないことです。
たとえば溝入れや倣いでも、急激に食い込む箇所を避けた経路や段取りにすると、欠けの出方が変わります。
ミーリングでは、深溝、深ポケット、薄肉側面でとくに差が出ます。
低ae高apにすると工具全長の使い方も変わり、摩耗が一箇所へ集中しにくくなります。
比較すると、従来の溝加工とトロコイド加工の違いは次のように整理できます。
| 項目 | 従来溝加工 | トロコイド加工 |
|---|---|---|
| 工具包み角 | 大きい | 小さい |
| 発熱の出方 | 刃先の一部に熱が集中しやすい | 熱の偏りを抑えやすい |
| 切りくず排出 | 戻りや詰まりが出やすい | 逃げ道を確保しやすい |
| 工具摩耗 | 局所集中しやすい | 刃先全体へ分散しやすい |
| 向く場面 | 単純な浅溝 | 深溝・深ポケット・難削材加工 |
チタンでは、この経路変更だけで工具寿命のばらつきが縮むことがあります。
条件表の数値だけを追うより、包み角、ae、ap、切りくずの抜けを同時に整えた方が、原因と対策が一直線につながります。
推奨条件の目安
旋削(Ti-6Al-4V・純チタン)初期値の目安表
旋削の初期条件は、Ti-6Al-4Vを基準に置き、純チタンはそこから少し上の速度帯を見ると組み立てやすくなります。
前段で触れた通り、チタンは熱の逃げ場が少ないため、鋼の感覚で周速を上げると先に刃先が崩れます。
そこで初期値は、まず安定側に寄せて刃先の摩耗形態を見ながら調整する流れが現実的です。
| 被削材 | 工程 | 切削速度 Vc(m/min) | 送り f(mm/rev) | 切込み ap(mm) | クーラント |
|---|---|---|---|---|---|
| Ti-6Al-4V | 外径・端面の荒加工 | 30〜45 | 0.10〜0.25 | 1.0〜3.0 | 湿式 |
| Ti-6Al-4V | 外径・端面の仕上げ | 40〜60 | 0.05〜0.15 | 0.2〜1.0 | 湿式 |
| Ti-6Al-4V | 内径旋削 | 30〜45 | 0.05〜0.18 | 0.5〜2.0 | 湿式 |
| 純チタン | 外径・端面の荒加工 | 40〜60 | 0.10〜0.30 | 1.0〜3.0 | 湿式 |
| 純チタン | 外径・端面の仕上げ | 45〜60 | 0.05〜0.18 | 0.2〜1.0 | 湿式 |
| 純チタン | 内径旋削 | 35〜55 | 0.05〜0.20 | 0.5〜2.0 | 湿式 |
Ti-6Al-4Vの切削速度レンジはMachining Doctorや現場資料で共通して低速寄りに置かれており、初期条件としてはこの帯域が出発点になります。
純チタンはTi-6Al-4Vより切削負荷が軽い場面が多いため、同じ工具でもやや高い速度帯に入ることがあります。
ただし、純チタンは粘りによる凝着が前に出るので、速度を上げれば楽になるという単純な話ではありません。
切りくずが長くつながると逃げ面よりも溶着起点の面粗さ悪化が先に出ることがあります。
旋削では、送りを細くしすぎると擦りが増え、温度も面粗さも落ち着かないことがあります。
とくにチタンは「まず速度を下げる」だけで終わらせると、切れずに押す状態へ寄りやすく、工具寿命が読みにくくなります。
初期値としては、周速を抑えつつ送りは切りくず厚みが出る帯に置く方が、摩耗形態を判断しやすくなります。
ℹ️ Note
表の数値は、チタン加工で広く使われる一般的な初期レンジを整理したものです。Ti-6Al-4Vの速度帯は複数資料でおおむね合致していますが、送りと切込みは工具形状やホルダ剛性で動くため、表は立ち上げ用の基準値として扱ってください。
湿式前提としたのは、旋削では切削点が比較的限定され、ノズルの当て方を詰めることで結果が安定しやすいからです。
Sandvik Coromantの『旋削加工でのクーラントおよび切削油の使用方法』でも、エマルジョン濃度の一般値として油5〜10%が示されています。
チタンではその濃度に加えて、切りくずと刃先の間へ届く配置が効いてきます。
エンドミル(側削り・ポケット)初期値の目安表

ミーリングは旋削以上に、aeとapの置き方で結果が変わります。
Ti-6Al-4Vでは、同じ切削速度でも包み角が大きいだけで刃先温度とびびりが一気に悪化します。
そこで初期条件表は、側削りとポケットで分け、さらに低ae寄りの考え方を前提に置くと現場の挙動に近くなります。
| 被削材 | 工程 | 切削速度 Vc(m/min) | 送り fz(mm/tooth) | ae | ap | クーラント |
|---|---|---|---|---|---|---|
| Ti-6Al-4V | 側削り(荒加工) | 30〜50 | 0.03〜0.08 | 5〜15%D | 0.5〜1.5D | 湿式 |
| Ti-6Al-4V | 側削り(仕上げ) | 40〜60 | 0.02〜0.05 | 2〜8%D | 0.1〜0.5D | 湿式 |
| Ti-6Al-4V | ポケット(荒加工) | 30〜45 | 0.02〜0.06 | 5〜20%D | 0.3〜1.0D | 湿式 |
| Ti-6Al-4V | ポケット(仕上げ) | 35〜55 | 0.02〜0.05 | 2〜8%D | 0.1〜0.3D | 湿式 |
| 純チタン | 側削り(荒加工) | 35〜60 | 0.03〜0.10 | 5〜15%D | 0.5〜1.5D | 湿式 |
| 純チタン | ポケット(荒加工) | 35〜50 | 0.02〜0.08 | 5〜20%D | 0.3〜1.0D | 湿式 |
加工の立ち上げでは、従来の溝加工の感覚で始めないことが欠かせません。
低ae寄りのトロコイド系経路を検討すると、薄肉ポケットでの安定域を見つけやすくなります。
ここでのポイントは、Ti-6Al-4Vのポケット加工を従来の溝削り感覚で始めないことです。
aeを狭めたトロコイド系の経路に切り替えると、薄肉ポケットでびびりの出方が変わる場面が多いです。
実務でも、aeを5〜20%Dまで絞ると、壁が鳴き始める手前の帯域が広がり、同じ工具でも安定域を見つけやすくなります。
とくに底付きに近い深ポケットや、残し代が薄くなる終盤では、その差が面粗さと寸法のばらつきに直結します。
切削速度はTi-6Al-4Vで30〜60 m/minの帯域を基準にしつつ、側削りの荒加工では低め、仕上げや軽切削ではやや高めへ寄せる考え方が無理のない立ち上げ方です。
送りは刃径、刃数、コーナR、芯厚で変わるため広めのレンジで見ていますが、薄刃・多刃で突出しが長い工具に高いfzをそのまま当てると、熱より先にたわみと振れが表に出ます。
表のaeとapは、低ae高apの考え方を初期値へ落とし込んだものです。
チタンでは一度に大きな径方向切込みを取るほど、包み角増大から発熱、再切削、びびりが連鎖します。
逆にaeを絞ると、切りくずの逃げ道ができ、刃先の当たり方も均されます。
材料学的な特徴とも、この方向性は一致します。
表の位置づけとしては、切削速度の帯域は複数資料で整合する一般値、aeとapはチタン加工の定石を反映した実務的レンジ、fzは工具仕様に応じて最も補正幅が大きい項目です。
とくに小径工具では、同じm/minでも主軸回転が先に制約になるため、表の速度より送りの整え方が先に効くことがあります。
乾式/湿式・MQLの使い分けと注意点
乾式/湿式・MQLの使い分けと注意点
基本方針は、到達性が確保できる場合は湿式を優先し、到達性が悪い場面や微細加工ではMQLや準乾式を検討することです。
湿式でも届かないと効果が出ない点に注意してください。
チタンのミーリングは、基本方針として湿式の方が立ち上げやすく、条件が安定するケースが多いです。
理由は単純な冷却量だけではなく、切りくずの再切削を抑え、刃先近傍の温度変動を整えやすいからです。
とくにTi-6Al-4Vの側削りやポケットでは、外掛けでも到達性が確保できる配置、高圧寄りの供給、内部給油工具の併用が揃うと、摩耗の出方が読みやすくなります。
湿式なら何でもよいわけではありません。
外掛けで断続的にしか当たらないミーリングでは、濡れる瞬間と乾く瞬間が繰り返され、条件によっては刃先の熱変動が荒れます。
こういう場面では、中途半端な外掛けを続けるより、準乾式やMQLへ振った方が整うことがあります。
微細加工、小径工具、到達性の悪い細深部ではその傾向が出ます。
MQLは潤滑面では意味がありますが、チタンでは冷却主役ではありません。
給油量の代表値は4〜30 mL/hで、分換算すると約0.067〜0.5 mL/minです。
この量だと、刃先に油膜を作る効果は見込めても、発熱の大きいTi-6Al-4Vポケットを継続的に冷やすには足りない、というのが現場感に近いです。
したがってMQLは、切削点にしっかり届くこと、切削断面を小さく保つこと、再切削を抑えた経路にすることが前提になります。
乾式は、発火と切りくず滞留の管理まで含めて考える必要があります。
トロコイドや低aeで局所発熱を抑えられる工程なら成立する場面はありますが、一般的な立ち上げ条件としては湿式よりハードルが上がります。
とくに深ポケット、深溝、連続切削長が長い工程では、乾式を標準に置く理由は薄くなります。
補正が必要になる代表要素も整理しておきたいところです。
工具径が小さくなるほどfzとapは一段控えめに見るのが基本で、刃数が増えると排出空間が減るため、同じ切削速度でも熱の滞留が増えます。
突出しが伸びると剛性低下の影響が急に出て、理論上も変位はLの3乗で増えるため、同じ条件では通りません。
鍛造肌、酸化スケール、焼鈍材かどうかでも初期摩耗の立ち上がりは変わります。
ここは表の数字をそのまま当てるのではなく、メーカーの推奨値と照合して、最初の数パスで摩耗位置と切りくず色を見ながら詰める運用になります。
クーラント濃度は旋削と同様に、エマルジョンなら油5〜10%が一般的な帯域です。
ただし、チタンでは濃度の数字だけで結果は決まりません。
流量、圧力、ノズル角度、到達経路が揃って、ようやくその濃度が意味を持ちます。
表の条件を使うときも、刃先へ届いている前提で考えるのが筋です。
工具・クーラント・保持具の選び方

工具材種・刃先形状の基本方針
チタンの切削では、工具材種の出発点を微粒超硬中心で組むのが実務的です。
グレード表記でいえばK10〜K20相当が目安になりますが、ここは材種名そのものより、チタン向けとして工具メーカーがどう位置付けているかを優先して見る方が筋が通ります。
Machining Doctorの『Ti-6Al-Ti-6Al-4Vは硬さだけでは語れない難削材で、刃先には耐摩耗性だけでなく欠損に耐える靱性も必要になります。
そこで現場では、超硬母材の剛性と耐熱性を土台にしつつ、刃先形状を鋭く整えて切削抵抗を下げる考え方が基本になります。
刃先形状は、ポジで鋭利を原則に置くと判断しやすくなります。
チタンはヤング率が低く、押し付ける形の刃先だとワークの逃げと工具のたわみが同時に出やすいため、ネガ寄りで鈍い刃先より、切り込んで離れる動きが明快なポジ刃の方が安定帯に入りやすい場面が多いです。
コーナRも大きければ安心という話ではなく、Rを増やし過ぎると接触長が伸びて発熱とびびりの起点になります。
コーナRは必要最小限に留め、切削抵抗を増やし過ぎない設計の方がチタンには合います。
エンドミルで典型的なのは、条件を触る前に突出しL/Dを詰めるだけで挙動が変わるケースです。
発生びびりが止まらない加工でも、工具を一段短くして、ホルダを高剛性型へ替えた途端に音が消え、同じ切込みでも面粗さが揃うことがあります。
片持ち梁として見れば変位はLの3乗で増えるので、突出しが長いまま送りや回転だけで追い込むより、まず工具系の長さと把持を見直した方が結果につながります。
チタンで「条件が狭い」と感じる工程の中には、実際には工具条件ではなく保持条件がボトルネックだったという例が少なくありません。
ドリルはさらに明快で、オイルホール付きドリルを前提に選んだ方が工程を組み立てやすくなります。
チタンの穴加工は、切りくずを押し出せないと再切削から摩耗、寸法不良、場合によっては溶着まで一気につながります。
外掛けだけで逃げ切るのではなく、内部から切削点へ届く工具を先に選び、その上で切りくずの排出方向と段取りを合わせる方が安定します。
PVDコーティングとノンコートの使い分け
コーティングの基本線は、薄膜PVD中心です。
チタンでは刃先の鋭さを保ちながら耐熱性を持たせたいので、厚く盛るよりも、母材のシャープさを損ねにくいPVDの方が噛み合います。
中でも候補の中心になるのがTiAlNやAlTiNで、いずれも高温側で保護層を作りやすく。
刃先温度が上がる工程で摩耗進行を抑える方向に働きます。
コーティング解説をまとめたHannibal Carbideの『TiN, TiCN, TiAlN, AlTiN コーティング解説』でも、TiAlN系・AlTiN系は高温域での使用を意識した材種として整理されています。
現場感としても、チタン加工で問題になるのは常温の硬さより刃先近傍の高温状態です。
TiAlNやAlTiNは高温酸化保護層が働く温度域を持つため、連続切削や包み角が大きめの場面、あるいは工具径が小さく熱がこもりやすい場面で差が出ます。
とくにポケットや側削りで刃先の一部だけが先に荒れる工程では、ノンコート超硬より寿命末期の崩れ方が読みやすくなる傾向があります。
ノンコートを試す余地がある条件もあります。
湿式で刃先へ十分に届いていて、しかも凝着が先に問題になる工程では、コーティング表面で付着と剥離を繰り返すより、鋭利なノンコート超硬の方が切れ味で勝つことがあります。
これは「ノンコートの方が上」という意味ではなく、湿式かつ到達性が良好で、凝着が支配的なときに限って比較候補になるという位置付けです。
特に純チタン寄りの粘さが強い材や、仕上げ代が薄く切削熱より擦れが前に出る工程では、この差が表に出ることがあります。
選定の順番としては、まず微粒超硬のチタン向け母材を選び、次にTiAlNまたはAlTiNの薄膜PVDを標準候補に置き、凝着で刃先が乱れる場合にノンコートも比較する、という流れだと整理しやすくなります。
工具寿命だけでなく、摩耗形態が逃げ面摩耗で進むのか、凝着剥離を伴う微小欠損に振れるのかまで見ておくと、次の工具変更が当て勘に頼らずに済みます。
クーラント到達性とスルークーラントの効果

チタンでは、クーラントは「あるかどうか」ではなく、切削点に届いているかどうかで意味が変わります。
外掛けで周辺だけ濡れていても、刃先と切りくずの接触部に入らなければ、冷却も洗い流しも不十分なままです。
優先順位は、到達性、洗い流し、冷却の順で考えると実務に落とし込みやすくなります。
そのため、穴加工ではスルークーラント付きのオイルホールドリルが事実上の標準になります。
内部から刃先へ供給できれば、冷却だけでなく切りくず排出の方向が作れます。
チタンのドリル加工で不安定になる典型は、切りくずが穴の中で戻って再切削になることですが、オイルホール付きドリルはこの再切削を抑える効果が大きいです。
とくに深さが出る穴や小径穴では、外掛けだけで安定させるのは難しく、工具選定の段階で内部給油前提にしておく方が工程全体が整います。
ミーリングや旋削でも、高圧スルークーラントは到達性を一段引き上げる装備として効きます。
ここで大事なのは圧力値そのものを競うことではなく、切りくずを刃先から引き離し、再切削を抑えるだけの供給精度があるかです。
高圧化すると、刃先と切りくずの間へクーラントが入り込みやすくなり、切りくずの分断や排出にも効きます。
外掛けノズルだけで苦しかった工程でも、内部給油や高圧化を加えると、切りくず色と摩耗位置が揃ってくることがあります。
この効果は、多点ノズルやチップブレーカ形状との組み合わせでさらに安定します。
複数方向から供給して切りくずの流れを一定にすると、長くつながる切りくずが短く分断されやすくなります。
エマルジョン濃度は、一般的には5〜10%の帯域が基準になります。
ただし、チタンでは濃度だけ合わせても結果は出ません。
供給位置が外れていれば、濃度を上げても刃先は熱いままです。
設備側では、主軸貫通や高精度ノズルなど、高精度クーラント機能を備えていることが条件になります。
主軸剛性や送り系剛性に加えて、このクーラント機能が揃っているかどうかで、同じ工具でも安定域が変わります。
⚠️ Warning
切削条件の調整だけで再切削を止めようとしても、クーラントが刃先に届いていなければ効果は限定的です。工具、経路、クーラント供給を一組として評価してください。
保持具・段取りで確保すべき剛性
工具選定と同じくらい差が出るのが、保持具と段取りの剛性です。
チタンはワーク側も工具側もたわみが出やすく、刃先だけ高性能でも、保持が弱いとその性能を使い切れません。
保持具では、まずゲージ長を短く取ることが先です。
長いまま高送りや高切込みに寄せると、刃先摩耗より前にびびりが立ち上がります。
前述の通り、突出しが増えると先端変位は急激に増えるので、安定化の第一手は回転数変更より工具突出しの削減になることが多いです。
ホルダ形式では、BT30かBT40かという呼び番号だけで判断するより、主軸剛性とホルダ剛性を優先して考える方が実務に合います。
BT40は一般に保持力と断面が取りやすく、重切削側に向きますが、チタンで結果を分けるのは規格名そのものより、主軸端から刃先までの系全体がどれだけ締まっているかです。
小型機でも、工具を短くし、高剛性ホルダへ寄せると、条件表の上限に触れなくても面粗さと寸法が整うことがあります。
保持具の具体候補としては、熱収縮チャックや油圧チャックのような、高把持で同心度の良いタイプが相性の良い組み合わせです。
熱収縮は細身でも把持力を確保しやすく、油圧チャックは再現性と振れ抑制で利点があります。
どちらも、コレットで長く突き出した状態より、刃先の振れとびびりを抑えやすい構成に持ち込みやすいのが利点です。
とくに小径エンドミルや仕上げ工具では、この差が刃先寿命と面品位にそのまま出ます。
ワーク側の段取りも同じで、クランプの支持点を増やすことが基本になります。
薄肉部品は、一見固定できていても、切削点の反力で局所的に逃げると壁が鳴き始めます。
そうした形状では、クランプ位置を追加する、把持方向を切削反力に合わせる、薄肉部には裏当てを入れるといった対策が効きます。
工具や条件だけで抑え込もうとすると限界が早く、ワーク支持を一つ増やしただけで安定する例は珍しくありません。
設備要件としては、主軸剛性、送り系剛性、高精度クーラント機能の3点が揃っていることが前提です。
チタン加工は、工具単体の選定で決まる工程ではなく、主軸、ホルダ、ワーク保持、クーラント供給まで含めた系の剛性で結果が変わります。
加工点に近いところから順に、短く、太く、確実に支える。
この発想で段取りを組むと、工具寿命のばらつきや発生びびりの再発を抑えやすくなります。
よくあるトラブルと対策
現場では、症状から原因を切り分けた方が復旧が速くなります。
チタン加工は熱、凝着、たわみ、切りくず滞留が連鎖して出るため、単独の現象に見えても根はつながっていることが多いです。
まずは代表的な不具合を、症状、主原因、先に打つ対策の順で整理しておくと迷いが減ります。
| 症状 | 主な原因 | 先に打つ対策 |
|---|---|---|
| 摩耗が早い | 刃先温度上昇、凝着、再切削、コーティング選定不一致 | 切削点へのクーラント到達性を上げる、切りくず排出を整える、工具材種と刃先形状を見直す |
| 仕上げ面が荒れる・寸法が安定しない | 構成刃先、工具の微小欠損、たわみ、振れ | 速度と送りの組み合わせを調整し、突出しと振れを抑え、到達性のある湿式供給に切り替える |
| びびりが出る | 突出し過大、工具径不足、ae過大、経路不適、保持剛性不足 | 突出し短縮、ae低減、apの取り方見直し、送り再設定、経路変更、クーラント到達確認 |
| 切りくずが詰まる・再切削が多い | 排出方向不良、ノズル位置不適、溝内滞留、穴内戻り | 内部給油、高圧化、多点ノズル、チップブレーカ見直し、トロコイド化 |
| 発火リスク | 乾式、高温、切りくず堆積、清掃不足 | 切りくず排出と回収、機内清掃、可燃物管理、停止手順と消火手順の明確化 |
摩耗が早い
チタンで寿命が読めなくなるときは、単に硬い材料を削っているのではなく、熱と凝着が刃先に集中しています。
チタン合金は熱が切削点に残りやすく、工具損傷が進みやすい材料として整理されています。
現場でよくあるのは、逃げ面摩耗だけを見て条件を落としても改善せず、実際には切りくずの戻りやクーラントの当たり外れが主因になっているケースです)。
摩耗位置を見ると切り分けが進みます。
逃げ面に均一に進むなら条件過多よりも寿命末期に近い状態です。
刃先の一部だけが荒れる、境界部が先に崩れる、微小欠けが混じるなら、熱の偏りか凝着剥離を疑う方が実務に合います。
その場合は回転数だけを下げるより、切りくずが刃先から離れる経路を作る方が先です。
高圧クーラントや内部給油が入ると、摩耗位置が揃って寿命のばらつきが収まりやすくなります。
工具材種も摩耗の出方を変えます。
Hannibal CarbideのTiAlN/AlTiN系コーティング解説で触れられている通り、高温域に強いコーティングはチタンでの選択肢になりやすいのが利点です。
実際の成否は刃先温度を上げすぎないこととセットです。
材種だけ入れ替えても、切りくず再切削が残れば欠損が先に出ます。
摩耗が早いときは、工具の銘柄比較より先に、刃先へ熱が集まる理由を工程側で潰す方が再現性が出ます。
仕上げ面が荒れる・寸法が安定しない
この症状は、速度をただ上げると悪化することがあります。
現場では速度を少し落とし、送りをわずかに増やし、クーラントの向きを調整すると症状が落ち着くことが多いです。
この症状は、速度をただ上げて逃がそうとして悪化することがあります。
現場では、構成刃先でRaが崩れた場面で、切削速度を少し落とし、送りをわずかに増やし、さらに刃先へ届く向きにクーラントを当て直すと落ち着くことが多いです。
送りを少し持たせると切れ刃が擦る時間が減り、付着と剥離の繰り返しが収まりやすくなります。
外掛けで届いているつもりでも、実際にはチップやホルダに遮られていることがあるので、到達性の見直しは効果が出やすい判断材料になります。
寸法が散るときは、刃先だけでなく保持系も見ます。
熱収縮チャックや油圧チャックのように振れを抑えやすい保持方式へ切り替えると、仕上げ代が同じでも面品位と寸法の揃い方が変わることがあります。
とくに小径工具や薄肉形状では、振れがわずかでも片刃当たりになり、面が波打ちます。
寸法不安定を送りや補正量だけで追いかけると、原因が残ったまま調整回数だけ増えます。
びびりが出る
びびりは、音が出た時点で回転数だけを触ると遠回りになりがちです。
チタンは弾性変形が出やすく、工具もワークも逃げるため、まず機械的な弱点から潰した方が早く収束します。
判断の順番を固定すると迷いません。
- 突出しを短くする
同じ径なら、突出し増加の影響は急です。片持ち梁の変位はLの3乗で効くため、長い工具をそのまま使う判断が最も不利です。
- aeを下げる
ラジアル方向の負荷を軽くすると、工具とワークの横逃げが減ります。溝全幅で苦しいときほど効果が出ます。
- apの取り方を見直す
aeを絞ったまま軸方向に仕事を持たせた方が、チタンでは安定する場面があります。横に押すより縦に使う発想です。
- 送りを再設定する
びびりが怖くて送りを下げすぎると、刃先が削るより擦る状態になり、かえって不安定になります。ae変更後に送りだけ据え置きにしないことが肝心です。
- 工具経路を変える
PMC掲載のTi-6Al-4V乾式トロコイド加工の報告でも、包み角を抑え、切りくずを逃がし、荷重変動を平準化しやすいからです。
- クーラント到達性を確認する
びびりは剛性問題に見えて、切りくずの噛み込みが発端のことがあります。排出不良が混じると周期的な衝撃になり、音として出ます。
💡 Tip
びびり対策は「回転数変更」から入るより、「短く持つ」「横負荷を減らす」「擦らせない」の順で詰めると、再発しにくい条件へ寄せられます。
内径や深いポケットでびびりが止まらないときは、工具径不足と保持剛性不足が重なっていることも多いです。
BT30かBT40かの規格名より、主軸端から刃先までの長さと断面が足りているかを見た方が答えに近づきます。
工具を1段太くできるだけで静かになる工程は珍しくありません。
切りくずが詰まる・再切削が多い
チタン加工で刃先寿命と面粗さを同時に壊す典型が、切りくずの戻りです。
溝、深ポケット、穴では、排出の流れが一度崩れると再切削が連続し、摩耗、びびり、寸法不良がまとめて出ます。
切りくず形状だけを見て条件をいじるより、どこに滞留してどこで戻っているかを先に見る方が効果的です。
穴加工では、外掛けだけで押し切るのは不利です。
内部給油ドリルが効くのは、冷却量そのものだけでなく、穴の中に排出方向を作れるからです。
ミーリングでも同じで、ノズルが1方向だけだと姿勢によって当たり外れが出ます。
多点ノズルや高圧化で切りくずを刃先から引き離せると、再切削が減って摩耗位置も落ち着きます。
クーラントは量だけでなく当て方が結果を左右します。
経路の変更も効きます。
従来の溝加工で切りくずが長くつながるなら、包み角を抑えたトロコイドへ変えると、発熱と滞留が同時に軽くなることがあります。
切りくず詰まりを工具寿命の問題として見るのではなく、排出設計の問題として見ると、改善の打ち手が増えます。
チップブレーカ形状の見直しもその一部です。
発火リスクへの備え
チタン切削では、乾式、高温、細かい切りくずの堆積が重なると発火リスクが上がります。
融点が高い材料でも、加工点の局所温度と切りくずの状態は別問題です。
とくに乾いた細片が機内に溜まり、そこへ高温の切りくずが重なる状況は避けるべき組み合わせです。
備えとして効くのは、まず切りくずを機内に溜めない流れを作ることです。
排出性の悪い経路を放置しないこと、加工の切れ目で堆積を清掃すること、周辺の可燃物を切削エリアに持ち込まないことが基本になります。
発火リスクは条件表だけでは管理し切れず、日常の清掃と回収の質がそのまま安全側に効きます。
消火の考え方も通常材とは切り分けておく必要があります。
チタン切りくず火災では、粉末系や不活性ガスを用いる手順が前提になります。
ここで大切なのは特定銘柄を選ぶことではなく、現場の設備と保安手順の中で、どの手段で初期対応し、どの時点で機械停止と隔離に移るかが決まっていることです。
発火そのものを起こさない段取りとして、湿式条件の維持、切りくず堆積の除去、乾いた微細切りくずの放置防止まで含めて工程管理の一部として扱う必要があります。
他素材との比較と加工戦略の選び分け
チタン vs 鋼 vs ステンレス
同じ切削条件をそのまま横展開できるかを考えるとき、まず材料側の振る舞いの違いを押さえる必要があります。
チタン、とくにTi-6Al-4Vは、鋼の延長で扱うと刃先温度とたわみの両方で外れやすい材料です。
鋼では切削抵抗が中心課題になりやすい一方、チタンでは熱が逃げず、ワークも工具もたわみ、さらに刃先へ凝着が重なります。
ステンレスはその中間に見えますが、実際は加工硬化と溶着の管理が主題になり、また違う詰め方が必要です。
チタン合金の難しさは硬さより熱・弾性・反応性の組み合わせで説明されています)。
| 項目 | チタン / Ti-6Al-4V | 鋼材 | ステンレス |
|---|---|---|---|
| 熱伝導 | 低く、切削熱が刃先へ残りやすい | 比較的高く、熱がワーク側へ逃げやすい | 低めで、発熱が切削点に残りやすい |
| ヤング率 | 約104〜110 GPaで低く、たわみが出やすい | 約200 GPa級で高く、形状保持に有利 | 鋼に近く、チタンより高い |
| 化学反応性 | 高温で工具へ凝着しやすい | 相対的に低い | 溶着傾向がある |
| 代表課題 | 摩耗、びびり、発熱、再切削、発火 | 切削抵抗、負荷増大 | 加工硬化、溶着、熱だまり |
| 推奨対策 | 鋭利刃先、高圧クーラント、低速寄り条件、トロコイド | 汎用条件を基準に負荷で調整 | 切削熱の抑制、加工硬化を招かない条件設定 |
現場感としては、鋼で成立していた「少し回して少し送りを落とす」という逃がし方が、チタンでは逆効果になる場面があります。
熱が刃先に残るため、無理に切れ味を保てない条件へ寄せると、摩耗より先に凝着が出て面が乱れます。
ステンレスも溶着は出ますが、チタンはそこに低剛性由来のびびりが重なるため、同じ“溶着系トラブル”でも手当ての順番が違います。
チタンでは、材料そのものより加工系全体が逃げる前提で、工具突出し、保持、経路、冷却到達までまとめて見た方が結果が安定します。
従来溝加工 vs トロコイド加工

チタンで加工戦略を選ぶとき、工具材種やコーティングと同じくらい効くのが工具経路です。
従来の全幅溝加工は、刃が長く材料に包まれるため、熱、切りくず、負荷変動が一点に集まりやすくなります。
対してトロコイド加工は、半径方向の食い込みを抑えながら軸方向を使う考え方なので、チタンで問題になりやすい包み角の大きさを最初から減らせます。
| 項目 | 従来溝加工 | トロコイド加工 |
|---|---|---|
| 工具包み角 | 大きい | 小さい |
| 発熱 | 刃先の一部へ熱が集まりやすい | 熱の偏りを抑えやすい |
| 切りくず排出 | 溝内で滞留しやすい | 逃げ道を作りやすい |
| 工具摩耗 | 局所摩耗になりやすい | 刃先全体へ分散しやすい |
| 用途適合 | 単純形状、浅い溝 | 深溝、深ポケット、難削材加工 |
PMCのDry Trochoidal Milling of Ti-6Al-4Vでも、Ti-6Al-
もちろん、単純な浅溝なら従来経路の方が段取りは軽く済みます。
ただし、深さが出る、切りくずが戻る、びびりが混じる、といった兆候が見えた時点で、条件だけを刻むより経路を変えた方が早いケースが多いです。
チタンでは、同じ工具を使っていても「どこをどの角度で使うか」で寿命の出方が変わります。
刃先強度の議論だけで詰めず、包み角を減らして熱と排出を整える発想が有効です。
💡 Tip
チタンの深溝や深ポケットで工具寿命が読めないときは、まず摩耗形態を見るより、包み角と切りくずの戻り方を疑った方が打ち手が見つかります。摩耗が不安定な工程ほど、条件調整より経路変更の効果が先に出ます。
純チタン vs Ti-6Al-4V の加工難度
同じチタンでも、純チタンとTi-6Al-4Vでは刃先を傷める仕組みが少し違います。
純チタンは粘りが前面に出やすく、刃先にまとわり付く凝着が主役になりやすい材料です。
切れているつもりでも実際は擦る時間が増え、面粗さの乱れや構成刃先の発生につながります。
一方のTi-6Al-4Vは、合金化によって強度が上がるぶん、切削負荷と刃先温度が上がりやすく、高温域での摩耗や微小欠損が表に出ます。
純チタンで目立つ「粘って離れない」トラブルに対し、Ti-6Al-4Vは「熱を持った瞬間に刃先が持たない」方向で崩れやすい、という整理が実務では役立ちます。
短く言えば、純チタンは粘りと凝着、Ti-6Al-4Vは高温摩耗と欠損が見分けの軸です。
前者は切れ味低下が先に顔を出しやすく、後者は条件を少し攻めたところで逃げ面摩耗やチッピングへつながりやすい傾向があります。
どちらも難削材ですが、純チタンは“張り付く材”、Ti-6Al-4Vは“熱で刃先を削る材”として見た方が、工具選定と経路設計の方向がぶれません。
コスト・納期への影響と設計段階での配慮
主なコストドライバと時間影響
チタン加工の見積りで差が出るのは、材料単価そのものよりも、まず加工時間増、工具費増、歩留まり低下の3点です。
とくにTi-6Al-4Vのような代表的難削材では、鋼の感覚でサイクルを組むと、切削そのものは進んでも刃先寿命が先に尽き、結果として総コストが崩れます。
前述の通り、チタンは熱が刃先に残りやすく、たわみと凝着も重なるため、低切削速度寄りで安定側へ寄せる必要があります。
そのぶん、1個当たりの機械占有時間が伸び、設備原価が直接乗ります。
現場では、加工時間の増え方は単に主軸回転を落とした分だけでは済みません。
条件を守っていても、工具摩耗を避けるために切込みを抑える、仕上げ代を厚めに残して再仕上げを入れる、深ポケットで切りくず排出待ちの動作を追加する、といった細かな延長が積み重なります。
見積り時には、サイクルタイムそのものに加えて、段取り回数が何回に増えるかまで見ておかないと、実加工に入ってから原価差が膨らみます。
工具費も見落とされがちです。
チタン向けでは、鋭利刃先を維持しつつ耐熱性を持たせるため、PVDコート工具や高剛性の保持具を選ぶ場面が増えます。
TiAlNやAlTiN系では約3300〜3500 HV級の硬さに言及される資料もあり、熱負荷に対して選択肢になりますが、汎用品より工具単価は上がります。
さらに、保持側でもBT40クラスの剛性を優先したり、熱収縮チャックや高精度ホルダを組み合わせたりすると、工具1本の価格ではなく「工具系一式」のコストで効いてきます。
チタンではホルダ剛性不足がそのまま寿命低下へつながるため、ここを削ると工具費が減るのではなく、交換頻度と再加工費が増える形で跳ね返ります。
歩留まり低下の影響は、加工時間や工具費より重く出ることがあります。
チタンはヤング率が低く、薄肉や長い突き出しで逃げやすいため、粗加工では問題が見えなくても、仕上げで寸法が戻る、角部でびびり痕が出る、再切削で面が荒れるといった不良が出ます。
特に薄肉ポケットや深溝では、1回の工具摩耗が寸法不良だけでなく再加工不可に直結するケースがあり、これが材料ロスと納期遅延の両方を生みます。
チタンは比重が純チタンで4.51、Ti-6Al-4Vで約4.43 g/cm³ですから、鋼ほどの重量感はなくても素材費が軽いわけではありません。
歩留まりを落とすと、素材、加工、検査、再段取りがまとめて失われます。
納期への影響という点では、工具寿命の読みにくさも無視できません。
摩耗が一定で進む工程なら交換時期を前倒しで決められますが、チタンでは凝着や微小欠損が絡み、寿命のばらつきが出ます。
そこで実務では、予定本数より早めのプリセット工具を準備し、交換回数込みで工程時間を見ます。
これを見積りに入れていないと、実際には「1工程のはずが途中交換込みで2工程分の管理工数がかかる」ということが起こります。
冷却設備の要否もコスト差になります。
MQLはFuji BCの案内にある4〜30 mL/hという供給量を分換算すると約0.067〜0.5 mL/minで、潤滑には効いても、チタンの連続発熱を持っていく冷却量としては不足しやすい領域です。
そのため、湿式前提に加えて、高圧クーラントや内部給油工具が必要になる工程では、装置側の前提が変わります。
高圧クーラントの代表帯は7 MPa前後からさらに上の領域まで広く、ここを使う工程ではポンプ、配管、フィルタ、治具側の対応まで含めて見積り条件に入れる必要があります。
💡 Tip
見積りで外しやすいのは、工具単価より工具寿命の短縮と再加工リスクです。チタンでは「刃物が高い」より「刃物交換が早く、寸法修正が増える」方が原価差になりやすく、段取り回数と高圧クーラント要否まで含めて初めて実態に近づきます。
設計段階のDFMチェックリスト
チタン加工では、設計段階での形状配慮がそのままコストに効きます。
加工現場で条件を追い込む余地はありますが、形状が工具に合っていなければ、速度も寿命も歩留まりも伸びません。
設計側で先に整えておくべき項目は多くありませんが、効くポイントははっきりしています。
- 内角には角Rを持たせる
角が鋭いほど小径工具を使う必要があり、突出しが長くなり、刃先へ熱と負荷が集まります。
現場では、角Rを0.5 mmから1.0 mmへ広げるだけで、使える工具径に余裕が出て、工具負荷と熱集中が下がり、寿命が伸びるケースがよくあります。
仕上げ面の安定も取りやすくなり、再加工の発生も減ります。
- 薄肉部には補強リブや仮肉を検討する
チタンはたわみが出やすいため、薄肉壁を最終形状のまま早い段階で露出させると、粗加工中の変形が仕上げ精度に残ります。
途中工程だけでも仮肉を残す、リブで一時的に支える設計にすると、加工中の逃げを抑えやすくなります。
- 深溝・深ポケットは形状そのものを見直す
従来の全幅溝加工しか選べない形だと、包み角が増え、熱と切りくずが詰まり、工具寿命が不安定になります。
深さがある溝やポケットは、トロコイド経路が成立するよう、コーナーR、入口幅、逃げ形状を持たせた方が工程設計の自由度が上がります。
- 公差にメリハリをつける
全面を同じ厳しい公差で縛ると、チタンでは不要な仕上げ工程が増えます。
機能面だけを絞って厳しくし、それ以外は加工可能な範囲に緩急をつけると、工具交換回数も測定工数も減らせます。
- 見積り前提に加工条件を反映できる形にする
高圧クーラントが必要な穴か、内部給油工具が前提の深穴か、保持具を強化すべき細長い部位かが形状で読めると、見積りの精度が上がります。
逆に、図面上でそこが曖昧だと、実際の工程で段取りが増えます。
設計レビューでは、形状だけでなく工程の流れを一緒に見ると判断しやすくなります。
たとえば、対象材が純チタンなのかTi-6Al-4Vなのかで、同じポケット形状でも負荷の見方が変わります。
純チタンなら凝着対策の比重が上がり、Ti-6Al-4Vなら熱と欠損を基準に工具寿命を見ることになります。
そのうえで、現行条件の棚卸しをして、刃先形状、コート、保持具、クーラント圧を1項目ずつ切り分けると、どこがボトルネックかが見えます。
深溝や深ポケットが残るなら、条件を詰める前にトロコイド適合形状へ寄せる方が、結果として原価が安定します。
この観点では、図面の「加工できる形」ではなく「寿命が読める形」を目指すのがコツです。
チタンは加工そのものが成立しても、工具寿命が短くばらつくと量産で破綻します。
設計段階で角R、公差、肉厚、溝形状を整理しておくと、見積り時に工具寿命、再加工リスク、段取り回数、高圧クーラント要否まで原価へ落とし込みやすくなります。
市場・研究動向(2024–2026)の短評
2024年以降の流れとしては、航空宇宙と医療を中心にチタン需要の底堅さが続いており、加工現場では「難削材だから避ける」のではなく、「どう工程を組み替えて利益を残すか」に視点が移っています。
Ti-6Al-4Vは依然として主力材で、軽量化と耐食性、高強度の要求が重なる分野では置き換えが進みにくく、加工技術の差がそのまま競争力になります。
研究と実装の両面で目立つのが、CAM側の工具経路最適化です。
とくにトロコイドや高能率経路の自動化が進み、以前は熟練プログラマが手で作っていた逃がし方を、ソフト側で比較的安定して組める場面が増えています。
チタンでは包み角と熱集中の管理が寿命に直結するため、この流れは単なるプログラム短縮ではなく、原価の再現性向上に結びつきます。
深溝・深ポケットを「加工条件で耐える形」から「経路最適化が効く形」へ寄せる設計思想は、今後さらに強まるはずです。
もう一つの流れが、積層造形と機械加工のハイブリッド化です。
チタンは材料歩留まりの負担が大きく、全削り出しでは除去体積が増えるほどコストが重くなります。
そこで、ニアネット形状を積層で作り、基準面や機能部だけを切削で仕上げる考え方が広がっています。
もちろん、すべての部品で有利になるわけではなく、用途と設備で採算ラインは分かれますが、工程設計の選択肢が増えたこと自体が大きい変化です。
従来は「切るしかない」だった形状でも、工程を分解して最適化できる余地が広がっています。
市場全体を見ると、工具、保持具、冷却、CAMを個別最適するより、まとめて見直した方が成果が出る局面に入っています。
チタンでは一つの改善だけで解決することが少なく、刃先、コート、保持、クーラント圧、経路、形状配慮が連動します。
2024〜2026年の実務感としては、単発の条件改善よりも、設計段階からDFMを入れて工程全体で損失を減らす企業の方が、納期と原価の両方を安定させています。
まとめ

チタン加工は、硬さではなく熱・たわみ・凝着・切りくず・保持剛性を同時に管理できるかで安定度が決まります。
初期検討では、条件を細かくいじる前に、材種、工具、冷却、経路、保持の5点を先に揃える方が歩留まりが整います。
現場では、原因を1つずつ切り分けて対策を対応づけるだけで、寿命のばらつきと再加工の発生を抑えやすくなります。
細かな数値の詰めは、切削条件側の記事で工程別に落とし込むのが効率的です。
理由と対策の対応表
| 理由 | まず当てる対策 |
|---|---|
| 熱が刃先にこもる | 低速寄りの条件と切削点へ届く高圧クーラントを優先する |
| ヤング率が低くたわむ | 突き出しを詰めて保持剛性を上げる |
| 凝着しやすい | 鋭利刃先・小Rを基準にして刃先の切れ味を保つ |
| 切りくずが再切削を招く | 排出方向を作り、再切削しない経路を組む |
| 包み角が大きく負荷が偏る | トロコイドや低ae高apで熱と負荷を分散する |
初期設定チェックリスト
- 材種は純チタンかTi-6Al-4Vかを先に分ける
- 速度は30〜60 m/minを起点に置く
- 鋭利刃先・小Rで入る
- PVDとノンコートの使い分け仮説を立てる
- 高圧化とクーラント到達性を確保する
- トロコイド、低ae高apの適用余地を確認する
- 切りくずの逃がし方を先に決めて再切削を防ぐ
関連記事
チタン積層造形の選び方|PBF/EBM/DED比較と後処理
チタンAMの実務判断を1本に集約。PBF-LB・EBM・DEDの比較表、Ti-6Al-4V(Grade 5/23)の選び方、応力除去670℃×5hやHIPなど後処理、航空宇宙・医療・産業での適用条件、コスト・品質保証まで整理します。
チタン粉末冶金 MIM/HIP比較と選び方
チタン粉末冶金でMIMとHIPのどちらを起点に考えるかは、部品の勝ち筋を最初に決める論点です。小型で複雑、かつ量産が前提にある案件ではMIMが検討候補に上がりやすく、高密度化や内部欠陥の除去、大型部品やAM後処理まで含めるならHIPから設計条件を組むのが実務的です。
チタン加工コストの下げ方|設計・素材・発注
チタン加工費は材料費だけで決まるものではなく、材料費・加工費・検査費・在庫費の積み上げで決まります。とくにTi-6Al-4Vのような代表的な高強度材は、低熱伝導率と難削性の影響でアルミより加工負担が重く、図面と発注条件の詰め方で総コストに差が出ます。
チタン鍛造の選び方|熱間と冷間の使い分け
チタン鍛造の熱間と冷間は、温度だけで選ぶと判断がぶれます。実務では形状・サイズ・精度・ロット・材種の5軸で整理し、そのうえで熱間、冷間、温間、あるいは複合工程を当てはめると、見積もりから工程設計まで筋の通った判断になります。