チタンの加工方法|難削材を攻略する基礎
チタンの加工方法|難削材を攻略する基礎
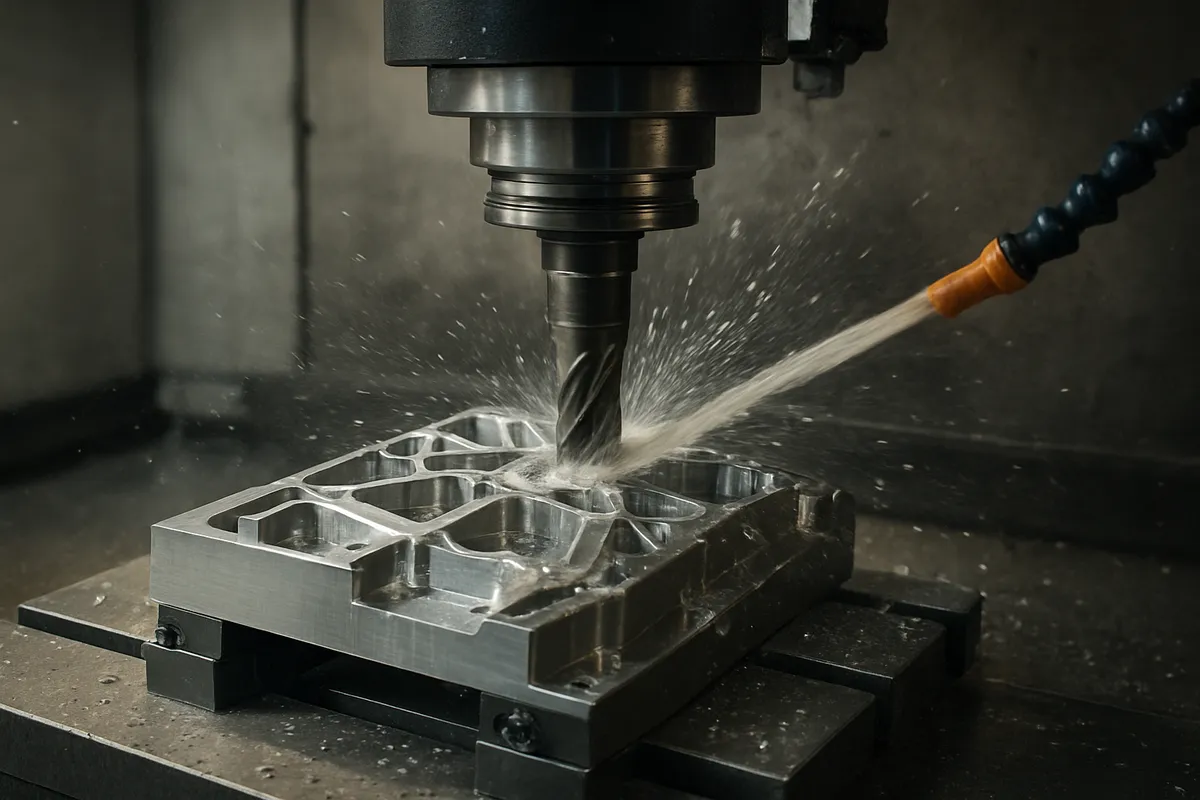
チタン加工は、単に「硬いから難しい」では整理しきれません。低熱伝導率、低ヤング率、化学反応性が重なって刃先に熱と負荷が集中します。純チタンとTi-6Al-4Vでは比重や被削性、強度で差が出ます。
チタン加工は、単に「硬いから難しい」では整理しきれません。
低熱伝導率、低ヤング率、化学反応性が重なって刃先に熱と負荷が集中します。
純チタンとTi-6Al-4Vでは比重や被削性、強度で差が出ます。
例えば比重は純チタンで約 4.51 g/cm³、Ti-6Al-4V で約 4.43 g/cm³、被削性の目安は Carpenter 指標で約 22% 程度とされています。
引張強度などの機械的特性(代表例として焼鈍材で UTS 約 895 MPa 程度)は文献やメーカー資料に基づく一例であり、熱処理状態(焼鈍、ELI 等)や供給形状で大きく変わります。
実設計では使用する材料ロットと熱処理状態を明示して扱ってください。
本稿は、チタン部品の仕様検討や加工先選定を進める設計者、調達担当者、加工現場の技術者に向けて、難削となる理由から切削・プレス・溶接・研削・造形の使い分け、初期条件、工具と冷却、コストと納期の考え方までを一気通貫で整理します。
現場ではTi-6Al-4Vの切削を最初から攻めた条件にせず、40〜50 m/minあたりから立ち上げて、びびりや溶着が出たら剛性の取り方とクーラント条件を詰めて安定域を探る運用が定番です。
材料特性を土台に、まず外しにくい判断軸を押さえることが、手戻りと加工コストを抑える近道になります。
チタン加工が難しい理由

低熱伝導率と刃先温度上昇
チタンが難削材とされる理由の中心にあるのが、材料の強さそのものよりも熱が逃げにくいことです。
切削では、せん断変形と工具との摩擦で発生した熱を、切りくず・ワーク・工具の3方向へ分散させます。
ところがチタンは熱伝導率が低いため、発生熱がワーク側へ抜けにくく、刃先近傍に熱が滞留します。
この状態では、工具の逃げ面とすくい面の温度が上がり、摩耗と溶着が同時進行しやすくなります。
代表材であるTi-6Al-4Vは、Carpenter の資料でも被削性が AISI B1112 鋼を 100 としたとき約 22% とされています。
被削性指数は比較の目安であり、工具材種、コーティング、冷却方法、ワーク形状によって実際の切削性や工具寿命は大きく変わります。
目安として扱い、工具寿命や加工時間の「直接比」として単純に解釈しないでください。
切削速度を上げすぎると刃先寿命が急激に低下する挙動が見られる点には注意してください。
この熱集中は、溶着とも強く結びつきます。
高温になった切りくずや加工面の一部が刃先に付着すると、刃先形状が瞬間的に変わり、切れ味が落ちます。
すると摩擦が増え、さらに温度が上がるという悪循環に入ります。
チタン加工で「切れている時間が短い」と感じる場面があるのは、この熱と溶着のループが早い段階で回り始めるためです。
加工温度の見方として押さえたいのは、通常の切削でも刃先局所では高温域に入りうる一方、材料全体の使用推奨温度はTi-6Al-4Vで約350℃、β変態点は約995℃という点です。
もちろん切削中のワーク全体がそこまで上がるわけではありませんが、刃先近傍では局所的に高温となり、組織・反応性・工具寿命に影響する領域へ近づきます。
熱を「出さない」よりも、刃先に滞留させないという考え方で条件を組むのがチタン加工では基本になります。
低ヤング率とびびり・寸法変動
もうひとつ見落とされやすいのが、チタンの低ヤング率です。
材料が外力に対してたわみやすいため、同じ切削抵抗がかかったときでも、鋼材よりワーク側の変位が出やすくなります。
ここで問題になるのは、変位がその場限りで終わらず、切込み量の実効値を揺らしてしまうことです。
因果関係を順に追うと、まず切削抵抗が発生し、ワークまたは工具がわずかにたわみます。
すると実際の切込みが指令値より浅くなったり深くなったりします。
切込みが変われば切削抵抗も変わり、その変化が次のたわみを生みます。
この循環が主軸回転や工具の固有振動と重なると、自励振動、いわゆるびびりに発展します。
びびりは音や波目だけの問題ではなく、寸法ばらつき、面粗さ悪化、刃先欠損の引き金になります。
薄肉形状の仕上げでは、この傾向がさらに目立ちます。
仕上げ取り代が少ない場面では、ワークが逃げたぶんだけ実効切込みが消えたり戻ったりし、見かけ上は軽切削でも、面は均一に整いません。
現場でも、工具摩耗が進んでいないのに仕上げ面だけ急に荒れるケースがありますが、原因を追うと刃先より先にワークのたわみが支配していた、ということが少なくありません。
とくに薄肉ポケットの底やリブ際では、プログラム上の切込みより、実際の接触状態が刻々と変わる前提で見たほうが実態に合います。
このためチタン加工では、刃物を強くするだけでは足りません。
ワーク保持、突き出し、工具径、切込み配分を含めた系全体の剛性で考える必要があります。
びびりが出たときに回転数だけ触っても収まらないことがあるのは、根本原因が材料の低ヤング率による変位増幅にあるためです。
高温での化学反応性・溶着・発火

チタンは高温域で化学反応性が高く、酸素や窒素と反応しやすい材料です。
切削点では新生面が次々に現れるため、空気中でも反応が進みやすく、さらに工具材との親和性もあって溶着を招きます。
低熱伝導率で刃先温度が上がり、低ヤング率で接触が不安定になり、そこへ高い反応性が重なるので、チタンの難削性は単独要因ではなく3つの性質が連動して現れます。
この連動を加工温度域で俯瞰すると、温度上昇に伴ってまず刃先摩耗と溶着が増え、次に接触面の反応が強くなり、過熱側では表面品質と安全面の両方が厳しくなります。
β変態点が約995℃にあることは、切削条件を考えるうえでひとつの目安になります。
実加工では刃先局所の瞬間温度が問題になるため、変態点そのものを超えたかどうかの議論よりも、その近傍へ寄る前に熱を処理する設計が肝心です。
高圧クーラントやスルークーラントが効くのは、単に冷やすだけでなく、切りくずを刃先から引き離し、反応と溶着が進む滞留時間を短くできるからです。
発火リスクにも触れておく必要があります。
チタン母材そのものが常に危険という意味ではありませんが、高温の細かい切りくずが堆積すると、表面積が増えて着火条件に近づきます。
とくに乾いた細片が機内に溜まり、そこへ高温切りくずが重なる状況は避けたいところです。
切りくず処理が遅れると、加工品質の問題が安全上の問題へ切り替わります。
⚠️ Warning
チタン加工で火花や異臭、切りくずの変色が続くときは、切削点の熱が処理しきれていない状態です。工具寿命だけでなく、切りくず滞留と発火の前兆として読むほうが現場判断に合います。速やかにクーラント当て方、切りくず排出、機内清掃を確認してください。
αケースの形成と除去ニーズ
チタンを高温で大気にさらすと、表層で酸素や窒素を取り込み、硬く脆い変質層が生じます。
これがαケースです。
切削そのもので厚いαケースを作るというより、熱処理や溶接、加熱工程の後に問題化することが多いのですが、加工現場ではこの層の存在を前提に段取りを組む場面があります。
表面は硬くても延性が落ちるため、後工程での疲労や割れの起点になりやすく、そのまま残す判断が取りにくい部位が出てきます。
Ti-6Al-4Vのようなα+β型合金では、表層の酸素濃化が機械加工や研磨の負担を増やします。
除去が必要なケースでは、どこまでを変質層として見込むかが加工代設定に直結します。
ここで取り代が不足すると、硬化した表層をなぞるだけになって刃先摩耗が進み、逆に取りすぎると歩留まりと工数を失います。
チタン部品で熱工程の後に「削り代の意味」が変わるのはこのためです。
このセクションで挙げた難削化の要因は、個別に分けて理解しつつも、実際の現場では同時に現れます。
熱がこもると反応性が前に出て溶着し、材料がたわむと接触が不安定になってびびりを呼び、その振動がまた温度上昇と摩耗を加速させます。
下の表は、起きやすい現象と対策の対応を整理したものです。
| 難削化の要因 | 現れやすい現象 | 主な対策 |
|---|---|---|
| 低熱伝導率 | 刃先温度上昇 | 切削速度を保守的に設定する、スルークーラントを使う、高圧クーラントで熱と切りくずを逃がす |
| 化学反応性の高さ | 溶着 | 鋭利な工具を使う、刃先の滞留熱を減らす、切りくず排出を安定させる |
| 低ヤング率 | びびり | 突き出しを短くする、把持剛性を上げる、切込みと送りの配分を見直す |
| 熱集中と接触不安定 | 工具摩耗 | 条件を攻めすぎない、工具交換の限界を早めに管理する、冷却を切削点へ届かせる |
| 高温切りくずの堆積 | 発火 | 切りくずを滞留させない、機内清掃を維持する、過熱域に入る条件を避ける |
チタン加工の難しさは、1つの特性を対策して終わる構造ではありません。
熱、剛性、反応性を別々に見ると対処が散らばりますが、刃先周辺で同時に起きる現象として捉えると、なぜ低速側から立ち上げるのか、なぜクーラントの当たり方まで詰めるのかがつながって見えてきます。
チタンの主な加工方法と適用範囲
チタン加工は、形状自由度だけでなく、必要精度、ロット規模、熱影響の許容度、後処理の有無で最適解が変わります。
板材から輪郭を起こす工程では切断が先行し、三次元形状や公差の追い込みでは切削や研削が中心になります。
薄板部品は曲げ・プレスが有力ですが、接合を含む組立品では溶接工程まで含めて見ないと歩留まりを読み違えます。
まずは各加工法の「どんな原理で形を作るか」と「どの形状に向くか」を揃えて見ると、初期選定の迷いが減ります。
| 加工方法 | 原理 | 向く形状 | 得意精度の目安 | 長所 | 注意点 |
|---|---|---|---|---|---|
| 切削加工 | 工具で材料を除去して形状を作る | 三次元形状、穴、段、ねじ、精密部品 | 高精度公差、仕上げ面の追い込み向き | 形状自由度が高い | 工具摩耗、発熱、びびり |
| 切断加工 | 熱・放電・せん断で輪郭を分離する | 板材ブランク、外形、細溝 | 輪郭精度重視の一次加工向き | 材料歩留まりが良い | 熱影響部、板厚依存、速度制約 |
| 曲げ・プレス | 金型で塑性変形させる | 薄板ブラケット、カバー、量産板金 | 角度・外形の繰り返し安定に強い | 量産性が高い | スプリングバック、割れ、反り |
| 溶接加工 | 局所溶融で接合する | 配管、筐体、組立構造 | 接合部品質の再現が焦点 | 接合自由度が高い | シールド不足による酸化・脆化 |
| 研削・研磨 | 砥粒で微量除去・表面平滑化する | 平面、円筒、仕上げ面、意匠面 | 面粗さ・寸法の最終調整向き | 表面品質を上げやすい | 焼け、目詰まり、変質層 |
| 鍛造 | 圧縮塑性流動で素材を成形する | 高強度形状、肉厚部品、素材前成形 | 粗形材の安定化向き | 材料強度と歩留まりに利点 | 金型負荷、温度管理 |
| ヘラ絞り・塑性加工 | 回転体を押し当てて成形する | 円錐、円筒、回転対称薄肉品 | 対称形状の成形精度に向く | 金型負担を抑えやすい | 減肉、しわ、表面傷 |
| 3D積層造形 | 粉末を層ごとに溶融・積層する | 中空、内部流路、複雑一体形状 | 造形後仕上げ前提の精度 | 形状自由度が高い | 表面粗さ、残留応力、後処理 |
切削加工

切削加工は、旋盤、マシニングセンタ、ドリル、タップなどの工具で材料を除去し、最終形状へ近づける方法です。
チタンでは最も汎用性が高く、ブロック材、棒材、鍛造素材、積層造形後の仕上げまで広く使われます。
段付きシャフト、ハウジング、ポケット、穴、ねじ、自由曲面を含む三次元部品では、切削が中心工程になりやすいのが利点です。
得意なのは、形状自由度と寸法精度の両立です。
一般的な開始条件として、Ti-6Al-4V の切削速度は 30〜60 m/min を保守的な基準に置くことが多く、設備剛性や工具材種が整うと拡張余地があります。
特に仕上げ工程では、面粗さと幾何公差を狙って追い込みやすく、試作や多品種少量に向きます。
一方で、注意点は前節で述べた熱、反応性、低剛性の影響がそのまま出ることです。
切込みよりも突出しや把握方法のほうが結果を左右する場面も多く、薄肉部では荒加工と仕上げで支持条件を分ける設計が有効です。
高圧クーラントは製品や用途で選択肢があり、住友精密工業の CQT 系で示されるように 2.0〜7.0 MPa は現場でよく使われる一例で、設備の仕様や加工目的に応じて 2–10 MPa 程度の幅で選ばれます。
ノズル速度の理論計算(v = sqrt(2ΔP/ρ))は参考になりますが、実効的な効果はノズル形状・流量・到達率に左右されます。
工具は超硬母材が基本で、TiAlN 系コーティングもよく使われます。
膜厚は 1〜2 μm 級なので、刃先形状そのものを崩すというより、高温域での耐摩耗性を補う役割です。
CarpenterのTi 6Al-4V Type Analysisでも、Ti-6Al-4V は被削性が低い材料として扱われており、切削では速度を欲張るより、熱と振動を抑えた条件窓を作る考え方が先に来ます。
切断加工
切断加工は、板材や薄肉材から必要な輪郭を切り出す一次工程です。
レーザー切断、ワイヤーカット放電加工、機械的せん断、バンドソー切断などが代表で、チタン板金ではブランク取りの入口として使われる場面が多くなります。
日本製鉄の「チタンの加工は難しい?代表的な加工方法と加工の注意点」でも、切断は曲げや溶接と並ぶ基本工程として整理されています。
レーザー切断は非接触で輪郭を作れるため、穴の多い平板部品や複雑外形に向きます。
板取りの自由度も高く、薄板のブラケット、カバー、プレート類では有効です。
ただし熱で切る以上、切断縁には熱影響部が生じます。
後工程で曲げや溶接が控えている場合、その縁品質が割れや変色の起点になることがあるため、必要に応じて面取りや軽い仕上げを入れます。
板厚が増えると切断品質と速度の両立が難しくなり、切断面の直角度やドロス管理が論点になります。
ワイヤーカット放電加工は、細いワイヤー電極と放電で材料を除去する方法で、厚板の精密輪郭、狭いスリット、機械的に押せない内形状に向きます。
切削工具が入らない閉じた輪郭でも加工できる点が利点です。
精度面では輪郭追従性に優れますが、速度は切削やレーザーより遅く、量産ブランク取りには不向きです。
電極線の走行時間がそのまま納期に効くため、試作や高精度治具部品で採用価値が高い方法と捉えると整理しやすくなります。
機械的せん断は単純外形で量産性に利点がありますが、板厚、材質、刃物条件の影響を受けやすく、チタン合金では切断端面のだれや割れの管理が難しくなります。
切断方法は単独で評価するより、「切断後に何をするか」で選ぶほうが実務では外しにくくなります。
曲げ・プレス

曲げ・プレスは、金型で板材に塑性変形を与え、曲げ形状や打ち抜き形状を繰り返し作る方法です。
L字ブラケット、U字チャンネル、カバー、薄板ケース、ばね性を利用しない保持部品などで採用されます。
少量試作ならベンダー加工、量産なら順送や単発プレスという分け方が一般的です。
向くのは薄板部品です。
切削で削り出すより材料歩留まりが良く、工程が固まればロット当たりの加工時間を抑えられます。
角度や外形の繰り返し精度を出しやすいため、数量が増えるほど優位が出ます。
ただしチタンは低ヤング率の影響でスプリングバックが大きく、純チタンより Ti-6Al-4V などの合金材のほうが成形難度は上がります。
狙い角度で止まらず、戻り量を見込んだ型設計が必要になります。
設計面では、曲げ半径と曲げ方向の考え方が歩留まりを左右します。
薄板ブラケットは曲げRを大きめに取り、段取り側で順送方向の反り補正を入れると、量産時の角度ばらつきと反りが落ち着くことが多いです。
とくに長手方向にフランジを立てる形状では、打ち抜き時の残留応力と曲げ戻りが重なって、見た目以上に反りやねじれが出ます。
ここを金型で一度に押さえ込むより、工程を分けて補正を入れたほうが安定するケースがあります。
注意点は、割れ、しわ、寸法戻りです。
小さすぎる内R、急な段差、穴近傍の曲げは不良の起点になります。
精度の考え方も切削とは異なり、絶対寸法の追い込みより、曲げ後基準でどこを保証するかを先に決める必要があります。
量産に向く方法ですが、初期段階で展開寸法、曲げ順、戻り補正を詰めないと、工程能力が出ません。
溶接加工
溶接加工は、局所的に母材を溶融して接合する方法で、チタンでは TIG 溶接が中心です。
配管、タンク、筐体、フレーム、板金組立、熱交換器部材など、単体加工では作れない形状を組み立てる工程として欠かせません。
突合せ、すみ肉、薄板の端部接合が代表的です。
チタン溶接の要点は、溶けること自体より、溶けた金属を大気からどれだけ守れるかにあります。
高温の溶融池やその周辺が酸素、窒素、水素に触れると、表層の脆化や変色が起こります。
そのためアルゴンなどの不活性ガスでトーチ前方だけでなく、裏面や後行側までシールドする設計が基本です。
シールドが不足すると、ビード外観が悪くなるだけでなく、接合部の靱性低下につながります。
向く形状は、板金やパイプを組み合わせた中空構造、切削では材料歩留まりが悪い箱物、気密や液密が必要な接合体です。
精度は溶接単独で決まるものではなく、仮付け精度、熱ひずみの管理、治具拘束との組み合わせで決まります。
薄板では入熱過多による波打ちや歪み、厚板では溶け込み不足や裏波形成が論点になります。
後処理も工程に含めて考える必要があります。
熱影響部の酸化皮膜や変色が残る場合は、酸洗、ブラッシング、研磨などで表面を整えます。
前節で触れた αケースの観点でも、加熱履歴の強い部分は除去代を含めて設計したほうが整合が取れます。
溶接は自由度の高い接合法ですが、チタンでは「接合できるか」より「健全なシールド状態で接合できるか」が品質の分岐点になります。
研削・研磨
研削・研磨は、砥石や砥粒で表面を微量除去し、寸法と面品位を整える工程です。
平面研削、円筒研削、ベルト研磨、バフ研磨、電解研磨の前処理などが含まれます。
切削後の最終寸法調整、溶接ビードの整形、意匠面の仕上げで使われます。
向くのは、切削だけでは安定して出しにくい面粗さや平面度、接触面の仕上げです。
シール面や摺動面、医療・食品設備向けの平滑面、外観を重視するプレート類では、研削・研磨の有無だけで仕上がり印象が大きく変わります。
ただしチタンは熱がこもりやすいため、砥石との接触部で焼け、目詰まり、引っかき傷が出やすくなります。
砥石が切れずに滑る状態になると、除去量が少ないのに発熱だけが増え、表面変質を招きます。
現場では、砥石の切れ味管理とドレッシング、押し付け過ぎない送り、冷却の当て方が結果を分けます。
鏡面に近い外観を狙う場合も、一工程で仕上げ切るより、粗研磨から段階的に傷を消したほうが安定します。
溶接後の変色部や軽微な酸化層の除去でも研磨は有効ですが、除去量の読み違いには注意が必要です。
見た目が整っても、必要な寸法代まで削り込んでいるとは限らないため、機能面を持つ部位では研磨前後の寸法管理が欠かせません。
鍛造

鍛造は、圧縮荷重で素材を塑性流動させ、所定形状に近い粗形材を作る方法です。
自由鍛造、型鍛造、熱間鍛造が代表で、チタンでは高強度部品の素材づくりとして使われます。
肉厚フランジ、ディスク、リング、軸物の前成形、航空宇宙や高負荷部品の母材では鍛造素材が選ばれることがあります。
向くのは、切削のみで作ると削り代が大きく、材料歩留まりと繊維流れの両面で不利になる形状です。
鍛流線を活かしたい部品では、丸棒から総削りするより、鍛造で大まかな形を寄せてから機械加工で仕上げる構成が合理的です。
精度は切削ほど高くありませんが、近似形状まで持っていけるため、後工程の除去量を減らせます。
注意点は温度管理と金型負荷です。
チタンは温度域を外すと変形抵抗が上がり、割れや寸法ばらつきの原因になります。
加熱中の酸化や表層変質も問題になるため、鍛造後に表面除去工程を組み込むことがあります。
鍛造品は完成品ではなく、機械加工前提の中間材として見るほうが実務に合っています。
素材費が高いチタンでは、歩留まり改善の意味でも鍛造の価値が出やすい工程です。
ヘラ絞り・塑性加工
ヘラ絞りは、回転する円板や円筒素材に工具を押し当て、回転対称形状へ塑性成形する方法です。
円錐カバー、薄肉円筒、キャップ、サイレンサー形状、装飾外装などで使われます。
プレス型を大掛かりに作り込まずに、回転体形状を成形できる点が特長です。
向くのは、回転対称で板厚が比較的薄く、深さ方向に連続した形状です。
少量生産や試作では、プレス金型を専用化するより工程を組みやすく、板材からの一体成形で継ぎ目を減らせます。
円周方向の外観を整えたい部品にも適しています。
一方で、減肉管理が難しく、しわや割れ、工具接触傷が問題になります。
チタン合金は純チタンより成形抵抗が高く、無理に送り込むと局所的に板厚が薄くなります。
形状完成後に酸洗や研磨を組み合わせて表面を整えることも多く、見かけ以上に後処理込みの工程設計が必要です。
ヘラ絞りは特殊工程に見えますが、回転対称品では切削や溶接より材料歩留まりが良い選択になることがあります。
3D積層造形
3D積層造形は、金属粉末を層ごとに溶融・積み上げて形状を作る方法です。
チタンでは LPBF や EBM が代表で、複雑な内部流路、中空格子、一体化した軽量構造、切削では届かない内部形状で採用されます。
Ti-6Al-4V はこの分野でも代表材です。
向くのは、形状自由度を性能に直結させたい部品です。
例えば、削り出しでは複数部品に分かれる流路付き部品を一体化したい場合や、内部に軽量化構造を持たせたい場合に強みが出ます。
ワンオフや高付加価値部品との相性も良く、材料除去ではなく材料付加で作るため、設計思想そのものが変わります。
ただし、出来上がりがそのまま完成品になるわけではありません。
表面粗さ、サポート除去、残留応力、熱処理、HIP、基準面の機械加工など、後処理を前提に工程を組みます。
精度面でも、穴、公差面、シール面は切削や研削で追い込む運用が一般的です。
複雑形状に強い一方、単純な板物や丸物では切削やプレスのほうが速く、コスト構造も読みやすくなります。
積層造形は万能工程ではなく、「従来工法では形状制約が先に立つ場面」で真価が出る方法です。
切削加工の基本条件
Ti-6Al-4V を基準に切削条件を組むときは、切削速度 30〜60 m/min を保守的な開始点に置くと全体が安定します。
現場では仕上げ側で条件が整うと 60〜90 m/min に広げる事例もありますが、最初からそこを狙うより、工具寿命と面品位を見ながら詰めるほうが歩留まりを崩しません。
材料の難しさはすでに触れた通りで、AISI B1112 鋼を 100 とした被削性は約 22% です。
つまり、同じ感覚で条件を置くと工具交換回数も加工時間も増えやすく、見積りと段取りは一段厳しめに見ておく必要があります。
基本方針は共通しています。
高圧クーラントを前提に、できればスルークーラントで刃先へ直接当てること、工具は鋭利な超硬工具を使い、コーティングはTiAlN系を軸に考えることです。
そして断続より連続切削を優先し、突き出し短縮と高把持力ホルダで加工系の剛性を確保することです。
Carpenterの「Ti 6Al-4V Type Analysis」でも被削性の厳しさが示されており、チタン切削加工はなぜ難しいのかでも、純チタンは Ti-6Al-4V よりやや高めの速度設定を取りやすい傾向がありますが、送りと切込みは材種名だけで決めず、使用する工具メーカーの推奨範囲を起点に詰めるのが実務向きです。
旋削
旋削では、外径・内径ともにまず 30〜60 m/min を基準に置き、安定性が取れてから送りと切込みを動かします。
Ti-6Al-4V は刃先に熱が集まりやすく、速度だけを上げると逃げ面摩耗と溶着が先に進みます。
そこで有効なのが、鋭利な超硬インサートと高圧クーラントの組み合わせです。
高圧で刃先へ届くと、熱を下げるだけでなく切りくずを接触面から引きはがす働きが出るため、長い連なり切りくずによる再切削を抑えやすくなります。
旋削で崩れやすいのは、条件そのものよりも加工系の剛性です。
ワークの突き出しが長い、ホルダの張り出しが大きい、把持が甘いという状態では、低ヤング率の影響がそのままびびりに出ます。
現場では、ホルダを一段太くする、インサートサイズを見直す、チャック把持長を確保するだけで面粗さが落ち着くことが珍しくありません。
断続切削になる形状では、同じ速度でも刃先の欠け方が急に変わるため、連続で当たる工程順に組み替える発想が効きます。
仕上げで速度を上げる場合も、先に剛性と切りくず処理を整えてから進めるのが順番です。
設備と工具が噛み合うと 60〜90 m/min の領域に入るケースはありますが、その条件は拡張側の話で、標準条件ではありません。
旋削は一見すると単純な加工でも、チタンでは「切れている時間を増やし、擦っている時間を減らす」ことが結果を分けます。
フライス
フライスは旋削以上に断続切削の影響を受けるため、チタンでは特に保守的に入るほうが安定します。
Ti-6Al-4V の開始条件はここでも 30〜60 m/min が目安で、工具は鋭利な超硬エンドミル、コーティングはTiAlN系を基本に置きます。
膜厚そのものは薄く、刃先形状への影響は小さい一方で、高温側の耐酸化には効くので、切れ味を保ったまま寿命側へ寄せやすくなります。
フライスでよく起きるのは、工具径に対して突き出しが長く、しかも薄肉部を拾ってしまい、びびりで刃先が欠ける流れです。
このとき回転数だけを落としても、擦れが増えて余計に熱を持つことがあります。
改善の方向は、工具突出しの短縮、高把持力ホルダへの変更、食い付きが急にならない工具経路への修正です。
特にポケットや側壁加工では、連続的に刃が当たる区間を増やすと負荷の波が小さくなり、面品位と寿命の両方が整います。
高圧クーラントもフライスでは効果が出やすい条件です。
7.0 MPa 級になるとジェットの勢いが強く、刃先近傍の切りくずを押し流す感覚が明確に出ます。
チタンで問題になるのは「熱そのもの」だけでなく、「熱い切りくずが刃先の近くに残ること」なので、湿式の意味は単純な冷却以上に大きいです。
乾式で回るケースもありますが、量産や安定運転を考えると、まずは高圧・スルークーラント前提で組んだほうが再現性を取りやすくなります。
穴あけ・タップ
穴あけは、チタン加工の中でもトラブルが出やすい工程です。
ドリル先端で熱がこもり、しかも切りくずの逃げ道が限られるため、外周刃がまだ持っていても中心側から焼付きが進むことがあります。
開始条件の速度感は他の切削と同じく 30〜60 m/min を土台に考えますが、実際の送り量とステップはドリル径、内部給油の有無、穴深さで結果が大きく変わるため、ここは工具メーカー推奨範囲をそのまま起点にしたほうが安全です。
深穴では、段付きドリルにペックを組み合わせ、さらにスルークーラントで切りくずを押し出す構成にすると、切りくず滞留による焼付きが目に見えて減る場面が多くあります。
現場で差が出るのは、ドリルの切れ味だけではなく、穴の底で詰まった切りくずを次の一打で噛み込ませないことです。
特に Ti-6Al-4V は切りくずが熱を持ったまま残ると一気に状況が悪くなるので、深穴ほど「掘る」より「排出する」設計が先に来ます。
タップはさらに慎重で、下穴精度、面取り、クーラントの届き方が揃っていないとトルクが跳ね上がります。
剛性の弱い把持や長い突き出しのまま入ると、ねじ山不良より先にタップ破損が起こります。
連続的に食い付く姿勢を作り、偏心を抑え、切りくずが抜ける方向を確保したうえで、湿式を基本に置くのが無難です。
純チタンでは Ti-6Al-4V より少し速度を取りやすい傾向がありますが、タップ工程は材質差よりも排出性と芯ズレ管理のほうが結果に直結します。
工具・冷却・設備の選び方

工具材種・コーティングの基準
チタンの切削では、工具を「削れれば何でもよい」で選ぶと、条件出しの幅が急に狭くなります。
基準に置きやすいのは、超硬母材(現場では K10 系相当がよく使われる)に、Ti–Al–N 系のコーティング(一般に TiAlN と表記される)を組み合わせた構成です。
TiAlN 系コーティングは高温側での耐酸化性に優れ、膜厚は一般的に 1〜2 μm 程度が多いという報告がありますが、コーティングの正確な化学組成(Ti:Al:N の比)や膜厚はメーカーや処理条件に依存します。
成分比や膜厚を扱う際は「メーカー仕様に依存する」旨を明記し、具体値が必要な場合は該当メーカーの技術資料を参照するよう案内してください。
このとき見落とされがちなのが、工具単体よりホルダ剛性の寄与です。
同じ超硬エンドミルでも、把持をコレットから高剛性ホルダへ替え、突き出し短縮を徹底すると面粗さのばらつきが収まりやすくなります。
実務では、工具自体を変えずにホルダと突出しの管理だけで Ra 2 μm 前後から 1 μm 台に改善するケースが見られます。
チタンでは工具寿命の議論が先行しがちですが、実際には「刃先をどう支えるか」が仕上がりに直結します。
乾式は比較基準としてはわかりやすい一方で、チタンでは熱と摩耗が工具側へ寄りやすく、量産や連続運転の基準には置きにくい条件です。
MQL(最小量給油)は潤滑性を確保しつつ液使用量を抑えられるため一部で有効性が報告されていますが、「乾式比で 12.38% のコスト低減」は特定の研究・条件に基づく数値です。
現場導入時には工具種、被削形状、加工量など自社条件での事前検証を必ず行ってください。
MQL は主に軽切削・仕上げ向きで、深穴や閉じたポケットでは湿式の優位が残る点に注意が必要です。
極低温も無視できない選択肢です。
MDPIの Ti-6Al-4V 加工研究では、乾式に対して極低温側で工具摩耗、表面粗さ、消費電力の改善が報告されています。
チタンは熱をワーク全体へ逃がしにくく、刃先近傍に負荷が集中するため、極低温のように切削点の熱収支を変える方式と相性があります。
ただし、ここで効いてくるのは加工条件そのものより、供給配管、断熱、排気や結露対策まで含めた設備側の準備です。
研究結果だけを見て取り入れると、機内の取り回しで止まるケースが出ます。
冷却方式ごとの見え方を、導入面も含めて並べると次の通りです。
※MQL の効果(例: 乾式比でのコスト低減数値など)は報告事例に依存します。
導入時は自社条件での検証を行ってください。
| 冷却戦略 | 主な効果 | 導入難易度 | 安全性 | 適用例 |
|---|---|---|---|---|
| 乾式 | 設備が簡素で管理点が少ない一方、工具摩耗と熱負荷が工具側へ集中しやすい | 低い | 切りくずの過熱管理が必要 | 試削、短時間加工、比較評価 |
| 湿式・高圧クーラント | 熱除去、切りくず排出、再切削抑制のバランスがよく、チタン加工の基準に置きやすい | 中程度 | 切削熱と切りくず滞留の抑制に有利 | 旋削、フライス、深穴、量産工程 |
| MQL | 潤滑中心で液使用量を抑えつつ、条件次第で乾式比 12.38% のコスト低減が見込める | 中程度 | ミスト管理が前提になる | 軽切削、仕上げ、切りくず排出経路が開いた工程 |
| 極低温 | 工具摩耗、表面粗さ、消費電力の改善報告があり、熱集中の強い工程で有効 | 高い | 低温媒体の取り扱い設計が要る | 高付加価値部品、研究開発、難条件の仕上げ加工 |
ℹ️ Note
チタンで冷却が効く場面は、「温度を下げる」より「熱い切りくずを刃先の近くへ残さない」と捉えると判断しやすくなります。スルークーラントと高圧クーラントが評価されるのは、この切りくず排出機能を機械側で再現しやすいためです。
保持具・治具と突き出し最短化
設備選定では、主軸出力や回転数より先に、主軸・送り系の剛性とクーラント供給経路を見たほうが、チタンでは結果につながります。
加工点で問題になるのは、刃先が熱と負荷で押されながら、低ヤング率のワークが逃げることです。
この組み合わせでは、工具が切る前にたわむと擦れが増え、そこから熱、溶着、びびりへ流れます。
そこで必要になるのが、ホルダ剛性の高い保持具と、突き出し短縮を徹底できる機械・治具構成です。
ホルダは把持力だけでなく、曲げに対する強さで選ぶべき場面が多くあります。
特にエンドミル加工では、工具径に対して突出しが長いと、同じ回転数でも当たり方が変わり、切削というより擦過に近い状態へ寄ります。
実際、同じ工具でも保持具を見直して突出しを詰めるだけで、音、切りくず形状、面品位がまとめて落ち着くことがあります。
チタンの仕上げ面が不安定なとき、工具メーカー推奨条件の見直しより先に、保持長と把持剛性を点検したほうが原因に近いことは少なくありません。
設備側では、スルークーラント対応の主軸やホルダ配管があると、深穴やポケット底で差が出ます。
クーラントが外掛けだけだと、切削点まで届く前に拡散し、熱い切りくずだけが残ります。
さらに、機内カバーやコンベアまわりの設計も無視できません。
チタンは切りくずが長くつながると機内で絡み、再切削と停止の原因になります。
チップ排出性のよいカバー形状や、堆積しにくい流路がある機械は、工具寿命だけでなく段取りの安定にも効きます。
薄肉ワークでは、治具で系剛性を補う発想が欠かせません。
ワーク単体の剛性が足りない状態で条件だけを下げると、びびりが止まらないまま擦れが増え、寸法も面も崩れます。
こうした部品では、当て金や真空、樹脂サポートなどで拘束点を増やすことが有効です。
切削時に逃げる量を抑えたほうが素直に仕上がります。
『チタンの加工は難しい?代表的な加工方法と加工の注意点』でも、チタン加工では方法ごとに設備と工程設計の整合が求められると整理されていますが、切削ではその中心が「工具を支える剛性」と「切りくずを逃がす仕組み」です。
条件表だけでは埋まらない差は、ここで生まれます。
![TranTixxii[トランティクシー] - 時を超える素材 日本製鉄のデザイニングチタン DESIGNING TITANIUM](/product/trantixxii/images/img.default.png)
TranTixxii[トランティクシー] - 時を超える素材 日本製鉄のデザイニングチタン DESIGNING TITANIUM
TranTixxii[トランティクシー] - 時を超える素材 日本製鉄のデザイニングチタン DESIGNING TITANIUM
www.nipponsteel.com加工方法別のトラブルと対策

切削の溶着・びびり
チタンの切削で先に崩れやすいのは、寸法そのものよりも刃先の状態です。
代表的なのが工具摩耗、溶着、びびりで、この3つは別々に見えて連動しています。
チタンは刃先近傍に熱が集まりやすく、しかも材料が工具に凝着しやすいため、刃先に付着物ができると切れ味が落ち、擦れが増え、そこから振動へつながります。
PTSMAKEやApexRapidで案内される Ti-6Al-4V の切削初期条件も保守域から入る前提になっており、速度をいきなり攻めるより、まず熱と負荷の逃げ方を整える考え方が合います。
現場では、溶着を嫌って切削速度を一気に下げたくなる場面がありますが、それで解決しないことも珍しくありません。
速度だけ落とすと切る時間が延び、刃先がワークに触れている時間も長くなり、かえって擦過が増えるからです。
対策として効きやすいのは、切削速度を保守域に置いたうえで、送りと切込みを安定させること、刃先を鈍らせないこと、そしてクーラントを切削点へ届かせることです。
前節で触れた高圧クーラントは、熱を奪うだけでなく、切りくずを刃先から引き離して再切削を減らす点で効いてきます。
びびりについては、条件表の見直しより先に、系剛性を疑ったほうが当たりに近いことが多いです。
実務でも、びびりが収まらないときに切削速度を先に下げるより、ホルダの把持長、治具の支え方、ワークの拘束点を見直しただけで落ち着くケースを何度も見ます。
特に突き出しが長い工具、薄肉ワーク、ポケット底の加工ではその傾向が強く出ます。
切削条件の対策としては、突き出し短縮、工具経路の一定負荷化、切込み変動の少ないパス設計が有効です。
工具が断続的に食ったり逃げたりする状態を減らすと、音、面品位、工具寿命が同時に整います。
コーティングや材種の選び方も摩耗対策では効きます。
たとえばTiAlN系コーティングは耐熱側で使いやすく、膜厚は約1〜2μm程度なので、刃先寸法への影響は小さいまま耐摩耗性と耐酸化性を補えます。
ただし、コーティングだけでびびりや溶着を抑え込むことはできません。
刃先が摩耗して逃げ面で擦り始めた状態では、コーティングの利点よりも、系剛性不足と熱の滞留が先に表面化します。
| 現象 | 原因 | 対策 |
|---|---|---|
| 工具摩耗 | 刃先への熱集中、再切削、擦れの増加 | 切削速度を保守域に置く、送りと切込みを安定化する、刃先の鋭利さを保つ、高圧クーラントを使う |
| 溶着 | 化学反応性の高さ、切りくず滞留、刃先温度上昇 | 鋭利な工具を使う、切削点へクーラントを届かせる、工具経路を一定負荷化する |
| びびり | 低剛性、長い突き出し、切削負荷の変動 | ホルダと治具を見直す、突き出しを短くする、送りと切込みを安定化する、負荷変動の少ない経路にする |
| スプリングバック | 弾性戻り、曲げR不足、材料差 | 補正角を入れる、曲げRを広げる、下型を工夫する、ロット差を事前確認する |
| 溶接脆化 | シールド不足、過熱、酸素侵入 | TIGでバックシールドとトレーリングを確保する、発色で熱履歴をみる、入熱を絞る |
| 酸化 | 高温時のシールド不足、裏面保護不足 | 表裏のシールドを連続させる、熱い状態で大気へさらさない |
| αケース除去 | 高温暴露で酸素が侵入し表層が硬化 | 溶接後・熱処理後に酸洗または機械除去を工程計画へ入れる |
| 除去方法の選定は形状と品質要求に依存します。酸洗は複雑形状で有利、機械除去は局所的に確実です。どちらを選ぶかは後処理と歩留まりを含めて決めてください。 |
曲げのスプリングバック
薄板のチタンで角度が合わない原因の中心は、スプリングバックです。
金型から抜いた瞬間に弾性戻りが出るため、狙い角度より開いてしまい、組立時に隙間や干渉が出ます。
特に高強度側の材料では戻りが強く、図面角度どおりに一発で止める発想だと歩留まりが安定しません。
対策の基本は、補正角を見込んだ型設定と、曲げRを必要以上に詰めすぎないことです。
内Rが小さすぎると、戻りだけでなく表面割れや板厚減少も絡みます。
下型の開きや肩形状を工夫して材料の流れを穏やかにすると、角度の再現性が上がります。
プレス量産では金型だけで吸収したくなりますが、材料条件が揃っていないと補正値がぶれます。
ここで見逃せないのが材料ロット差です。
同じ材質表示でも、加工履歴や板厚公差の違いで戻り量が変わります。
純チタンは Ti-6Al-4V より曲げ側で扱いやすい傾向があり、同じ形状でも純チタンのほうが補正量を詰めやすい場面があります。
逆に Ti-6Al-4V では、強度側のメリットと引き換えに、角度補正と割れ対策を前提に工程を組む必要があります。
試作段階で曲げ角だけを見ず、戻り量の傾向をロット単位で把握しておくと、量産移行後の型修正が減ります。
溶接の酸化・脆化とシールド
チタン溶接で最も避けたいのは、シールド不足による酸化と脆化です。
溶接金属そのものの強度以前に、高温のビードとその近傍が空気に触れると、表面発色とともに性質が崩れます。
見た目の変色だけの問題ではなく、酸素や窒素を拾って接合部が脆くなるため、曲げや疲労で割れやすい状態になります。
実加工ではTIGが基準になりやすく、ここではトーチ前方のシールドだけでなく、バックシールドとトレーリングシールドまで含めて考える必要があります。
表面だけアルゴンで守っても、裏面や高温のまま後方へ抜ける部分が大気に触れれば、そこから酸化が進みます。
配管や薄板カバーで裏波品質が問われる部品ほど、この差がそのまま品質差になります。
熱の入れ方も脆化に直結します。
過熱すると金属組織の変化が無視できなくなり、Ti-6Al-4V ではβ変態点が約995℃にあるため、局所過熱の扱いが粗いと熱影響部の性質が乱れます。
ここで現場の目安として使われるのが発色です。
銀白に近い状態で収まっているか、濃い青や灰色へ寄っていないかで、シールドと入熱の適否を追えます。
色だけで全てを判定するわけではありませんが、温度管理とシールド管理をその場で共有するには有効な指標です。
『チタン加工実例』でも、チタンの溶接ではTIGとその後の表面処理がセットで扱われています。
溶接工程単体で完結させるのではなく、シールド、熱履歴、後処理まで含めて一つの品質管理項目として見るほうが、現場の不良要因を切り分けやすくなります。
チタン加工実例 | 株式会社オーファ
www.ofa-titanium.comαケースの発生と除去
溶接後や熱処理後のチタン表面で厄介なのが、αケースです。
これは高温で表層に酸素が侵入し、硬くて脆い層になった状態を指します。
表面が硬いだけなら良さそうに見えますが、実際には延性を落とし、後工程の曲げ、疲労、密着性に悪影響を出します。
CarpenterのTi 6Al-4V Type Analysisでも、
問題は、αケースが発生しても外観だけでは深さや影響範囲を読み切れないことです。
軽い酸化色で済んでいる部分と、脆化層が残っている部分が混在することがあり、そのまま次工程へ流すと、仕上げ面で欠けたり、溶接熱影響部の近傍で割れたりします。
このため、αケース除去の必要性は溶接後・熱処理後の工程設計に最初から入れておくべき項目です。
除去方法は、酸洗と機械除去が中心です。
酸洗は複雑形状の表面を均一に処理しやすく、機械除去は必要部位を限定して確実に削り取れます。
どちらを選ぶかは形状と要求品質で決まりますが、共通するのは「必要になってから考える」のでは遅いという点です。
溶接ビード周辺、加熱治具の当たり部、熱処理後に色が残る面では、除去代や仕上げ代まで含めた工程設計が要ります。
チタンでは表面の見た目より、変質層を残さないことのほうが後工程の安定につながります。
純チタンとTi-6Al-4Vの加工性比較
機械的特性と加工性の相関
純チタンとTi-6Al-4V(ASTM Grade 5、国内では TAB6400 相当)を同じ「チタン」として括ると、加工計画で見誤りが出ます。
設計段階で効くのは比重差よりも、強度差が切削負荷、成形荷重、ばね戻り、治具剛性要求にどう跳ね返るかです。
純チタンは JIS 1種から4種に向かって強度が段階的に上がる一方、6-4 合金は焼鈍材でも引張強度 895 MPa 級、降伏強度 828 MPa 級で、伸びは 10〜14% の領域に入ります。
密度は純チタンが 4.51 g/cm³、Ti-6Al-4V が 4.43 g/cm³なので、軽さの差は材料選定を決める主因になりにくく、現場ではむしろ同じ体積でもどれだけ高い荷重で曲げ、削り、保持しなければならないかの差として現れます。
切削で見ると、この強度差はそのまま刃先負荷の差になります。
CarpenterのTi 6Al-4V Type Analysisでは、Ti-6Al-4V の被削性は B1112 鋼比で約 22% とされており、一般的な初期条件の切削速度も 30〜60 m/min 程度から入る考え方が中心です。
チタンは低熱伝導率と低ヤング率が絡みます。
6-4 合金では「高強度だから切れない」というより、逃げにくい熱と高い接触応力が工具摩耗を前倒しすると捉えるほうが実務に合います。
純チタンは同じチタン系でも負荷が一段軽く、特に 1種・2種は曲げや穴あけを含む一般板金で扱いやすい側に入ります。
4種まで上がると純チタンの中では強度寄りになりますが、それでも 6-4 合金ほど切削と成形の両方で荷重が跳ね上がる感覚にはなりません。
材料選定の初期判断で使いやすいよう、傾向を表に整理すると次のようになります。
| 項目 | 純チタン JIS1種 | 純チタン JIS2種 | 純チタン JIS3種 | 純チタン JIS4種 | Ti-6Al-4V焼鈍材 |
|---|---|---|---|---|---|
| 密度 | 4.51 g/cm³ | 4.51 g/cm³ | 4.51 g/cm³ | 4.51 g/cm³ | 4.43 g/cm³ |
| 強度傾向 | 純チタンで最も低強度側 | 1種より上 | 2種より上 | 純チタンで最も高強度側 | 引張強度 895 MPa級、降伏強度 828 MPa級 |
| 加工難易度 | 純チタンの中では低い | 比較的低い | 中程度 | 純チタンの中では高い | 高い |
| 曲げやすさ | 高い | 高い | 中程度 | 低下する | 低い |
| 主な用途 | 一般耐食板、薄板部品 | 化学・建築・汎用耐食 | 強度を少し上げたい耐食部品 | 純チタンで強度を優先する部品 | 航空宇宙、医療、高強度部品 |
参考価格レンジ: 一般的なチタン合金形材の参考相場は約 $8〜16/kg(素材)で流通しています。
最終部品コストは除去量や加工工程で大きく変わるため、この素材相場は目安です。
純チタン 1〜4種は同じ純チタン系でも、種別が上がるほど「強度の余裕は出るが、成形側の素直さは少しずつ減る」という見方が合います。
設計で板金主体なら 1種・2種が候補に入りやすく、切削主体で強度も少し欲しいなら 3種・4種に寄せる、さらに局所強度が必要なら Ti-6Al-4V に切り替える、という流れです。
加工法の選定と材料選定を別々に考えるより、必要強度を満たす最も低負荷な材質を先に当てるほうが、工数と不良率の両方を抑えやすくなります。
曲げ・成形の難易度差

曲げ加工では、純チタンと Ti-6Al-4V の差が最も体感に出ます。
純チタンは強度が低めで延性を取りやすいため、薄板の V 曲げや曲面成形で形を追わせやすく、割れと戻りのバランスも取りやすい側です。
これに対して Ti-6Al-4V は高強度材なので、同じ板厚・同じ曲げ形状でも必要荷重が上がり、スプリングバック対策と割れ対策を同時に抱えることになります。
特に内 R を詰める設計や、短い曲げ辺で立ち上げる形状では差がはっきり出ます。
現場では、薄板筐体をすべて 6-4 合金でまとめると、曲げ工程の補正が増え、試作回数も伸びがちです。
そのため、筐体本体は純チタンの曲げ主体で構成し、ねじ締結部や荷重点など局所高強度が要る箇所だけ Ti-6Al-4V の小部材を溶接接合する、というハイブリッド設計が成立する場面があります。
この組み方だと、板金工程では純チタンの成形性を使い、必要なところだけ 6-4 合金の強度を載せられるので、材料特性と工程特性が噛み合います。
設計図上では材料が増えて複雑に見えても、総加工コストでは逆転することがあります。
『チタンの加工は難しい?代表的な加工方法と加工の注意点』でも、チタンの曲げや溶接では材料特性に応じた条件づくりが前提になります。
純チタンは薄板部品、カバー、ブラケットのような形状に向きやすく、Ti-6Al-4V は板金そのものよりも、切削で形を出すブロック部品や高強度ブラケット、締結部品で持ち味が出ます。
つまり、同じチタン系でも「まず曲げる材」なのか「まず削る材」なのかで、設計の初手が変わります。
💡 Tip
曲げ主体の部品で Ti-6Al-4V を選ぶと、材料強度の余裕は増えても、金型補正、曲げ R、工程内の割れ管理まで一緒に重くなります。板金で形を作り、必要部だけ高強度部材を足す発想のほうが、工程全体では整合が取りやすくなります。
コスト・価格レンジと流通性
コスト面では、純チタンと Ti-6Al-4V の差は材料単価だけでなく、加工時間、工具消耗、段取り回数、歩留まりまで含めて見ないと実態を外します。
2025年時点の一般的なチタン合金形材の参考相場は約 $8〜16/kg で、チタンスポンジが約 $5.7〜5.95/kg、インゴットが約 $6.7〜6.9/kg という市況感があります。
ここで注意したいのは、素材相場が近く見えても、最終部品コストでは 6-4 合金のほうが加工賃で差が開きやすいことです。
Ti-6Al-4V ELI の加工コスト係数 6.0(12L14 比)は、初期見積での重さを把握する目安になります。
材料費そのものより、削る時間と工具をどれだけ使うかが見積に効く、ということです。
流通性でも純チタン 1〜2種は比較的選択肢が多く、板金用途の調達に乗せやすい一方、Ti-6Al-4V は形状、寸法、熱処理状態まで指定が入ると、調達条件の自由度が狭くなります。
特に板と棒で規格を混同すると、機械的性質や受入条件の前提がずれます。
板材はJIS H 4600、棒材はJIS H 4650で整理されており、同じ「チタン材」でも発注仕様書の書き方を分ける必要があります。
JSA のJIS H 4650:2016販売ページでは規格文書価格が 2,750円(税込)と示されており、棒材側は少なくともこの規格番号まで明記しておくほうが、調達と加工現場の認識ずれを防ぎやすくなります。
設計と調達をつなぐ視点では、純チタンは「成形コストを抑えながら耐食性を取りたい材」、Ti-6Al-4V は「加工負荷とコスト上昇を受け入れても高強度が必要な材」と整理すると判断が早くなります。
曲げや絞りが主工程なら純チタン寄り、切削主体で部品点数を減らしたいなら Ti-6Al-4V 寄り、という切り分けです。
材料選定を強度表だけで終わらせず、どの工程で負荷を払うのかまで落とし込むと、見積の振れ幅が小さくなります。
コスト・納期に効く設計上の工夫
全削り出し回避と工法置換
チタン部品で見積差が最も開きやすいのは、素材塊からすべてを削り出す前提で図面が引かれているケースです。
特にポケットが深い、肉抜き量が多い、最終製品の質量に対して素材が大きすぎる形状では、材料費よりも除去する時間が支配的になります。
Ti-6Al-4V ELI はCox Manufacturingで 12L14 比の加工コスト係数が 6.0 と示されており、鋼材の感覚で「削れば出る」と考えると、実際の加工賃と納期が一段重くなります。
そこで効くのが、全削り出しを前提にせず、ブランク取りと塑性加工、接合を組み合わせる設計です。
板材や形材から切断で外形を取り、必要箇所だけ曲げる。
厚みが要る部位だけ別部材にして TIG 溶接で足す。
荷重が集まるボス部は鍛造や前成形材を使い、最終寸法だけを切削で仕上げる。
この流れに置き換えると、素材歩留まりが改善し、切削時間も短くなります。
『チタンの加工は難しい?代表的な加工方法と加工の注意点』でも、チタンは切断・曲げ・溶接を組み合わせて形を作る発想が現実的で、切削だけに寄せないほうが工程設計に余裕が出ます。
形状単純化も同じくらい効きます。
肉盗みを入れすぎた軽量化形状、底面まで深く落ちるポケット、薄肉で長辺が続くリブは、見た目には高機能でも、加工側では工具の突き出しが伸び、びびりと再加工の温床になります。
チタンは低剛性側の挙動が出やすいため、深堀りポケットを少し浅くする、コーナーを工具径に合わせて広げる、薄肉長辺を分割構造へ逃がすだけで、条件を無理に落とさずに済む場面が増えます。
設計変更としては小さく見えても、工具長の短縮はそのまま加工安定性に返ってきます。
板金、溶接、成形と切削のハイブリッドは、精度要求の置き方とセットで考えると効果が出ます。
たとえば全周を高精度で削るのではなく、位置決め基準面と嵌合部だけを切削し、外形は切断や成形肌を生かす設計にすると、仕上げ工程を局所化できます。
円筒や回転対称形状なら、厚板からの総削りよりヘラ絞りや前成形材を使い、最終面だけ研磨・切削で追い込むほうが納期で勝つことがあります。
部品単体の形だけでなく、どこを素材形状のまま残せるかまで決めるのが、チタンでは設計段階の差になります。
後処理最小化の設計
コストと納期を押し上げるのは切削本体だけではありません。
面粗度の追い込み、バリ取り、焼け取り、追加の研磨、測定のやり直しといった後工程が増えると、見積の内訳は一気に重くなります。
そのため、最初から後加工を増やさない形状に寄せる視点が欠かせません。
まず効くのは、仕上げ面を必要箇所に限定することです。
全周美観面、全面研磨、全穴面取りのように指定が広い図面は、加工側で止めどころを失います。
シール面、摺動面、締結座面など機能に直結する部位だけに仕上げ要求を集め、その他は一般切削面または成形肌を許容すると、工程数も測定点数も減ります。
面粗度、公差、幾何公差も同様で、必要最小限まで絞るだけで、工程統合が成立しやすくなります。
過剰精度は品質を上げるというより、段取り替えと検査時間を増やす方向に働きます。
形状側では、後から手作業で触る部分を減らすことが有効です。
鋭角コーナー、入り組んだ交差部、工具が抜けにくい袋形状は、機械加工後に人手の介入が必要になりがちです。
コーナーに適切な R を持たせる、逃げを作る、貫通できる形は貫通にする、といった設計変更で、バリ取りや手仕上げの時間を抑えられます。
現場では、仕上げで一気に R を作るより、微小な R を残してから整える二段仕上げのほうが、工具寿命と面粗さの両立が取りやすい場面が多くあります。
特にチタンでは、最終形状を最初からぴたりと当てにいくより、薄く残した分を安定条件でさらうほうが、工程全体では短く収まる傾向があります。
後処理最小化は、工法選定ともつながります。
板金部品を切削品に置き換えると精度は取りやすくなりますが、全面仕上げが必要になれば逆に重くなります。
反対に、成形や溶接で粗形を作り、基準部だけを切削で整えると、全体の仕上げ量を抑えられます。
加工法の優劣ではなく、どの工程で表面と精度を作るかを分けて考えることが肝になります。
💡 Tip
図面で指定した精度がそのまま工程数になります。チタンでは、公差、面粗度、幾何公差を機能部に集中させるだけで、切削、測定、手仕上げの三つが同時に軽くなります。指定が広範囲に渡る場合は、設計段階で工程分割を明確にし、後工程の発生を最小化することを検討してください。
材料相場を見ると、2025年Q2〜Q3の一般的なチタン合金形材は参考相場で $8〜16/kg です。
もっと上流ではチタンスポンジが約 $5.7〜5.95/kg、インゴットが約 $6.7〜6.9/kg という水準が出ています。
ただし、部品見積ではこの数字だけでは足りません。
2025年度の国内需要は業種ごとに濃淡があり、在庫調整の影響も混じるため、同じ材質でも時期と寸法で調達条件がぶれます。
日本チタン協会の 2025年度事業計画でも、需要環境が一様ではないことが読み取れるので、相場は固定値ではなく変動前提で扱うのが実務的です。
見積もりで見るべき軸は、材料単価よりもまず素材形状と除去量です。
丸棒からの総削りか、板材からの切り出しか、鍛造ブランクかで、同じ完成質量でも加工時間は別物になります。
次に効くのが、工程分割の有無です。
荒加工、熱処理、仕上げ、追加研磨、検査治具の要否まで入ると、単価差は積み上がります。
さらに、過剰精度の指定があると、加工時間だけでなく測定時間も増えます。
図面のどこがコスト源になっているかを読むときは、材質記号より削り代、深さ、薄肉、精度帯の四つを先に見ると外しにくくなります。
実務で比較しやすいように、設計上の工夫とコスト・納期への影響を整理すると次のようになります。
| 設計上の工夫 | 主な置換・変更内容 | コストへの影響 | 納期への影響 |
|---|---|---|---|
| ブランク取り方法の見直し | 丸棒総削りをやめ、切断ブランクや板取りを使う | 除去量が減り、材料歩留まりと加工賃の両方に効く | 荒加工時間が短くなり、段取りも減る |
| 曲げ・溶接・成形の活用 | 一体削り出しを板金、溶接、前成形材へ置換する | 切削工程が局所化し、工具消耗を抑えやすい | 工程全体の加工時間が縮みやすい |
| 形状単純化 | 深堀りポケット、過度な肉盗み、薄肉長辺を減らす | 長尺工具の使用が減り、不良と再加工を抑えやすい | びびり対策の調整時間が減る |
| 工程統合 | 基準面と機能面を同一段取りで加工できる形へ寄せる | 段取り替え、治具、検査の負担を抑えられる | 工程待ちが減り、流れが止まりにくい |
| 後処理省略 | 全面研磨や全周高品位仕上げをやめ、機能面に限定する | 手仕上げと測定工数が減る | 仕上げ待ちが減り、出荷までが短くなる |
| 過剰精度の抑制 | 公差、面粗度、幾何公差を必要最小限にする | 加工条件を無理に絞らずに済み、検査工数も減る | 再測定や再加工の発生を抑えられる |
調達側の見積比較では、単価だけを横並びにするより、どの前提で見積もられているかを読むほうが差の理由が見えます。
ブランク形状が違う、溶接構造を許容している、仕上げ面の範囲が違うと、見積金額だけでなく納期の出方も変わります。
チタンでは材料そのものより、設計が加工方法を縛っていないかが金額差の本体になることが多いです。
まとめ

加工法選定フロー
検討の起点は、純チタンかTi-6Al-4Vかの材種確定です。
次に、必要な精度と形状を見て、切削主体にするか、板金・成形や溶接、鍛造、3D造形を組み合わせるかを決めます。
数量が少なければ段取り自由度を優先し、数量が増えるほど前加工や成形活用の比重が上がります。
そこに酸洗、研磨、αケース除去など後処理の要否を重ねると、見積条件で揃えるべき前提が見えてきます。
切削でTi-6Al-4Vを起点に考えるなら、初期条件は切削速度30〜60 m/min、高圧クーラント、剛性確保、鋭利な超硬工具を基本線に置くと組み立てやすくなります。
工具メーカーの推奨値と設備の実力を合わせて詰める前提で、まずは無理のない条件から入る流れです。
現場では、試作段階で保守的な条件のまま工具寿命を先に確認し、量産へ移る段階で送りを上げたり多刃化したりして加工時間を縮める二段構えのほうが、条件出しがぶれにくくなります。
図面と見積依頼を出す前に、次の五つが揃っているかを確認すると手戻りを減らせます。
- 精度は公差、面粗度、幾何公差まで機能面ごとに整理されているか。
- 形状は薄肉、深穴、小Rなど、加工負荷が上がる部位を把握できているか。
- コストは工法選定だけでなく、材料歩留まりまで見込んでいるか。
- 納期は段取り数、工程数、外注工程の有無まで含めて読めているか。
- 後処理は酸洗、研磨、αケース除去の必要範囲が明文化されているか
優先順位の決め方
判断が割れる案件では、材種、精度、数量、納期のどれを先に守るかを先に文章で決めておくと、設計、調達、製造の会話が噛み合います。
たとえば材種固定と精度優先なら工法の自由度は狭まり、数量優先なら前加工や治具投資の検討が先に立ちます。
納期優先の案件で全条件を同時に取りにいくと、見積の比較軸が崩れます。
チタン加工では、条件そのものよりも優先順位の合意が早い案件ほど、結果として安定した工程に着地します。
精密金属加工メーカーで15年のチタン加工経験を持つ。切削・研削・プレス・溶接と幅広い加工方法に精通し、特に難削材の切削条件最適化を得意とする。
関連記事
チタン積層造形の選び方|PBF/EBM/DED比較と後処理
チタンAMの実務判断を1本に集約。PBF-LB・EBM・DEDの比較表、Ti-6Al-4V(Grade 5/23)の選び方、応力除去670℃×5hやHIPなど後処理、航空宇宙・医療・産業での適用条件、コスト・品質保証まで整理します。
チタン粉末冶金 MIM/HIP比較と選び方
チタン粉末冶金でMIMとHIPのどちらを起点に考えるかは、部品の勝ち筋を最初に決める論点です。小型で複雑、かつ量産が前提にある案件ではMIMが検討候補に上がりやすく、高密度化や内部欠陥の除去、大型部品やAM後処理まで含めるならHIPから設計条件を組むのが実務的です。
チタン加工コストの下げ方|設計・素材・発注
チタン加工費は材料費だけで決まるものではなく、材料費・加工費・検査費・在庫費の積み上げで決まります。とくにTi-6Al-4Vのような代表的な高強度材は、低熱伝導率と難削性の影響でアルミより加工負担が重く、図面と発注条件の詰め方で総コストに差が出ます。
チタン鍛造の選び方|熱間と冷間の使い分け
チタン鍛造の熱間と冷間は、温度だけで選ぶと判断がぶれます。実務では形状・サイズ・精度・ロット・材種の5軸で整理し、そのうえで熱間、冷間、温間、あるいは複合工程を当てはめると、見積もりから工程設計まで筋の通った判断になります。