チタン時計ケースの加工・仕上げ比較と選び方
チタン時計ケースの加工・仕上げ比較と選び方
時計ケースを精密外装部品として見ると、論点は素材の名前だけでは足りません。Grade 2Grade 5『DAT55G』の違いに、鍛造か切削か、さらに研磨やDLCまでを重ねてはじめて、見た目、傷の出方、量産性、コストの差が読めます。
時計ケースを精密外装部品として見ると、論点は素材の名前だけでは足りません。
Grade 2Grade 5『DAT55G』の違いに、鍛造か切削か、さらに研磨やDLCまでを重ねてはじめて、見た目、傷の出方、量産性、コストの差が読めます。
現場でもチタンは熱が工具側に残りやすく、薄肉のケース側面や曲面のラグではびびりが出やすいため、時計の外装は工程設計の比重が大きい素材です。
この記事では、チタンの密度 4.5 g/cm³ と 316L の約 8.0 g/cm³ といった基本比較から、Grade 2 の 110〜150 HV、Grade 5 の 300〜400 HV、鍛造で使われる 50〜200トン級の成形圧など、要所に数値を置きながら全体像を追います。
DLC(ダイヤモンドライクカーボン)や PVD といった表面処理については、成膜方式や膜種で処理条件が大きく変わるため、処理温度や硬度は方式依存である点にも注意して解説します。
合わせて、Apple の金属AM事例(原材料使用量約50%削減、900層超の造形報道)にも触れます。
リード内で DLC の処理温度を一律に示すことは避けます。
成膜方式や膜種、装置により処理温度は数十℃〜数百℃と幅があるため、本記事では「低温系DLCは数十℃〜約200℃前後の方式が多いが、膜種・装置依存である」として扱います。
軽いチタンケースは「素材を変えれば完成」ではなく、素材選定のあとに工程と仕上げをどうつなぐかで完成度が決まります。
読めば、素材→工程→仕上げ→コーティング→コストと量産の流れが一つにつながり、用途別にどの選択肢を取るべきかまで判断できる構成です。
チタン時計ケースが難しい理由

素材特性が生む難易度
チタン時計ケースが難しい理由は、まず素材そのものの性格にあります。
時計では軽さ、耐食性、低アレルギー性が評価されますが、加工現場の視点では典型的な難削材です。
時計用ではGrade 2やGrade 5が主力である一方、どちらもステンレスとは違う加工の癖を持っています。
装着感の面ではチタンの価値は明快です。
密度は約4.5 g/cm³、316Lステンレスは約8.0 g/cm³なので、同じ体積ならチタンケースのほうが約40%軽くなります。
腕に載せた瞬間の軽さだけでなく、ケース外周に重量が乗りにくいため、振ったときの慣性モーメントも下がります。
大径ケースでも頭が振られにくく、装着時の落ち着きにつながるのはこのためです。
一方で、その軽さと引き換えに加工では厄介な現象が重なります。
まず熱伝導率が低く、切削点で発生した熱が材料側へ逃げにくいため、熱が工具側へ集まりやすくなります。
すると刃先温度が上がり、摩耗、チッピング、凝着が連続して起こりやすくなります。
刃先に材料が薄く貼り付いて切れ味が崩れると、表面に引きずり傷が出て、そのまま寸法の乱れにもつながります。
さらに局所的な発熱は、材の表層を焼きなまし気味にしたり、仕上げ後の質感を不安定にしたりする要因にもなります。
加工硬化も無視できません。
一度擦った場所が次の刃当たりで硬くなり、同じ送りでも切れる場所と擦る場所が混ざります。
チタン合金、とくにGrade 5ではこの傾向が強く、切削抵抗が読みづらくなります。
条件が少し外れるだけで、さっきまで出ていた面が急に曇るというのは現場では珍しくありません。
反応性の高さ、つまり凝着の起こりやすさも時計外装では厄介です。
時計ケースは意匠面が広く、しかも研磨で逃がせる取り代が多くないため、切りくずが短く分断されず長い帯状のまま出ると工具やワークに巻き付き、仕上げ面をなぞって傷を入れます。
とくにケース側面からラグへつながる連続曲面を一筆で加工すると、切りくずの帯化や巻き付きが起きやすく、鏡面下地を作る工程ほど歩留まりに影響が出ます。
したがって、切りくず分断を意識した工具形状やツールパス、クーラントの到達性を設計段階で確保する必要があります。
時計ケースは単純な箱物や丸物ではありません。
正面から見ると丸に近くても、実際にはベゼル座、ミドルケース、裏蓋合わせ面、ラグ、リューズ管まわり、ガスケット溝など、剛性の異なる要素が一体化した薄肉の立体です。
ここにチタンのたわみやすさが重なると難易度が一気に上がります。
薄肉化は軽量化に寄与しますが、肉厚を攻めるほど加工中の変形が増え、加工中の寸法と解放後の寸法が一致しにくくなります。
さらに曲面が連続する意匠では工具の接触角や切削抵抗が常時変化するため、切りくずの流れや面の安定性が損なわれやすく、設計段階でこれらを抑えることが欠かせません。
ラグやホーンは、時計ケースの中でも局所剛性が足りなくなりやすい部分です。
根元は太くても先端は細く、バネ棒穴や造形上のえぐりが入るため、支持点から離れた先端が振れます。
薄肉ラグを仕上げていると耳に刺さるような高いびびり音が出ることがあり、そのときは面のうねりが顕著に出ます。
特に四隅のラグ形状を左右対称で揃える工程では、一本だけ音の出方が違うだけで見え方が変わるため、外装品としての難しさがよく出ます。
ねじ穴まわりも時計特有です。
リューズ管のねじ、裏蓋固定のねじ、場合によってはベゼルやプッシャーまわりもあり、小径ねじに対して座面精度と軸心精度の両方が求められます。
チタンはめねじ加工でも凝着と加工硬化の影響を受けるので、下穴精度が少し崩れるだけでねじ山の面圧が不均一になります。
組立時には入るのに、繰り返し脱着で渋くなる、締結トルクの立ち上がりが揃わない、といった不具合はこうした前工程のズレと結びつきます。
防水設計に直結するガスケット溝も、寸法だけ合わせればよい部分ではありません。
溝幅、溝底の平面度、入口R、座面との連続が揃っていないと、ガスケットのつぶれ方が偏ります。
チタンでは切れ刃の状態が少し落ちただけで、溝のエッジに微細なむしれが残ることがあります。
外から見えない箇所でも、この段差や毛羽立ちは組立性とシール安定に直結します。
意匠面では、内外Rの一貫性も難題です。
外側のラグの丸み、側面から裏蓋側へ抜ける内R、ベゼル下のつながりが揃っていないと、ケース全体が鈍く見えます。
時計は数値よりも光の流れで粗が見える製品なので、Rが合っていないケースは図面上の合格と実物の美しさが一致しません。
チタンは後工程の研磨でも熱と引きずりの影響を受けやすく、削りでRを崩したぶんを磨きだけで戻すのが難しいため、前工程の形状精度がそのまま外観品質になります。
ℹ️ Note
チタンケースでは、寸法不良と外観不良が別々に発生するのではなく、びびり、凝着、切りくず巻き付きが同時に起きて、一つの工程で面粗さ・傷・位置精度をまとめて崩す場面が少なくありません。時計外装が難しいのは、この連鎖を途中で止めにくいからです。
DFM

チタン時計ケースでは、加工条件の工夫だけでは限界があります。
設計段階でどこまで製造を織り込めるか、つまりDFMの出来が歩留まりと仕上がりを左右します。
現場では「削れる形」より「狙った品質で繰り返し作れる形」に落とし込めているかを見ます。
見直したい項目は比較的はっきりしています。
まず最小肉厚です。
ラグ先端、ケース側壁、裏蓋合わせ面の近傍など、局所的に肉が消える部分は、単体で薄いだけでなく周囲との厚み差も問題になります。
厚肉から薄肉へ急に落とすと、切削荷重の変化点で振動が出やすく、仕上げ面の連続性が崩れます。
フィレット半径もDFMでは効きます。
小さすぎる内Rは工具径を縛り、突き出しを長くさせ、結果として剛性を落とします。
時計のシャープさを優先して内コーナーを詰めすぎると、刃物が届いても面質が残りません。
外観上のエッジ感が必要な場所でも、実際にはごく小さな逃がしRを入れたほうが、研磨とのつながりまで含めて品位が安定します。
ねじ部では、ねじ長さと下穴精度の整合が欠かせません。
小径ねじに対して有効ねじ長さを欲張ると、タップ負荷が上がり、めねじ面の荒れや軸ブレを呼び込みます。
時計ケースのような薄肉部材では、ねじ山の理論値より、下穴の真円度や位置の安定のほうが組立品質に直結することが多いです。
リューズ管や裏蓋ねじは、ねじそのものではなく、座面と軸心の関係まで含めて設計しておく必要があります。
座面幅も見落としやすい項目です。
ガスケットの当たり面、裏蓋の着座面、ねじ頭やパイプ部品が受ける座面が細すぎると、わずかな面振れやバリで荷重が偏ります。
チタンは局所接触でかじりの方向に振れやすいので、組立で吸収させる前提の座面設計は避けたいところです。
座面に最低限の幅を持たせるだけで、シール安定、締結安定、仕上げの再現性が揃いやすくなります。
実務上のDFMチェック項目を絞ると、時計ケースでは次の観点が効きます。
- 最小肉厚が局所的に細りすぎていないかどうか確認する
- 厚肉から薄肉への変化が急になっていないかどうか確認する
- 内コーナーのフィレット半径が工具径と釣り合っているかどうか確認する
- ラグ・ホーンの先端側に補助的な剛性を持たせられるかどうか確認する
- ねじ長さが過大でなく、下穴精度を確保できる形かどうか確認する
- ねじ座面とガスケット座面に十分な幅があるかどうか確認する
- 内外Rのつながりを研磨工程まで含めて保てるか
難削材では工具、クーラント、ツールパスの最適化が前提になりますが、時計ケースではその前に形状側で無理を減らしておくことが効きます。
設計が少し整うだけで、びびり対策のための分割工程が減り、切りくずの逃げも改善し、後工程の研磨代も安定します。
チタンケースの完成度は、素材選びだけでなく、設計でどれだけ加工負荷を平準化できたかに強く依存します。
時計ケースに使われるチタンの種類
グレード別の前提整理
時計ケース用チタンは、見た目が似ていても中身は大きく異なります。
現場でまず分けるべきなのは、純チタン系とチタン合金系です。
純チタン系の代表が Grade 2、合金系の代表が Grade 5(Ti-6Al-4V)で、時計分野でもこの2系統が基本軸になります。
EVANCEの『時計素材の基本(チタン・チタニウム編)』でも、この2種類が時計業界で繰り返し採り上げられています。
材料学的には、Grade 2 は純チタン系で、耐食性と軽さ、肌当たりの穏やかさを重視する外装に向きます。
一方の Grade 5 はアルミニウムとバナジウムを加えた α+β型チタン合金で、純チタンより高い強度と硬さを持ち、外装としての輪郭保持や高級仕上げに強みがあります。
ここでいう α+β型とは、常温で α相と β相の両方を持つ組織系のことで、純チタンよりも機械的特性を引き上げやすい系統です。
時計ケースでは、単に「軽いチタンがほしい」だけなら Grade 2 で成立する場面がありますが、ベゼルの稜線、ラグのエッジ、鏡面の深さまで求めると Grade 5 が候補に上がります。
特に高品位な鏡面を狙う案件では、実務上は Grade 5 を選ぶ流れになりやすいのが利点です。
理由は、研磨時に輪郭が寝にくく、エッジの立ち方を維持しやすいからです。
加えて、バフ工程では熱が入りすぎると焼けや色むらが見えやすくなりますが、Grade 5 のほうが意匠面の形状安定を取りやすく、仕上げの設計が組みやすい傾向があります。
このほか補足候補として、純チタン側で強度を少し上げた Grade 4、Grade 5 をベースに不純物を抑えた Grade 23(Ti-6Al-4V ELI)があります。
Grade 4 は純チタン系の中では高強度寄り、Grade 23 は生体材料で知られる低介在元素仕様で、時計では主流ではないものの材質比較では押さえておきたい位置づけです。
エバンスオンラインショップ|銀座の腕時計専門店エバンス通販
東京 銀座の腕時計専門店エバンスの通販「エバンス オンラインショップ」です。ロレックス、パテックフィリップなど世界の高級ブランド腕時計を新品から中古までセレクトし販売しています。
evance.co.jpGrade 2 の特徴
Grade 2 は、時計ケース用チタンの中でも最も標準的な純チタン系材料です。
硬さの目安は 約 110〜150 HV で、合金系に比べると表面は柔らかめです。
このため、日常使用で擦り傷が入りやすい一方、軽さと耐食性、金属アレルギーへの配慮という点では扱いやすい選択肢になります。
外装として見た場合、Grade 2 の持ち味は鏡面の鋭さよりも、ブラスト、ヘアライン、マット調の落ち着いた表現にあります。
素材そのものが主張しすぎず、実用時計らしい柔らかな表情を作りやすいからです。
輪郭を強く立てたポリッシュ面より、光を拡散させる仕上げのほうが素材の性格と合います。
加工面では、Grade 5 ほど高強度ではないため切削負荷は相対的に低いものの、時計ケースで問題になるのは「削れるか」より「外装面を乱さずに保てるか」です。
純チタンは表面傷や当たり傷が見えやすく、研磨でもエッジが丸まりやすいため、外観管理はむしろ繊細になります。
切削後の小さな打痕や治具当たりが、そのまま後工程の手直し増につながる場面は珍しくありません。
Grade 2 が向くのは、軽量感と装着快適性を前に出したケースやブレスレットです。
鏡面主体のラグジュアリー外装より、長時間着用時の快適性や実用性を重視した設計で強みが出ます。
Grade 5(Ti-6Al-4V)の特徴
Grade 5(Ti-6Al-4V)は、時計ケース用チタンの中で高強度・高硬度側の標準材です。
硬さの目安は 約 300〜400 HV で、Grade 2 に対して明確な差があります。
この硬さ差は、耐傷性だけでなく、加工後の形状保持や仕上げ面の作り込みにも影響します。
時計外装で Grade 5 が選ばれる理由は、強度そのものよりも仕上げたときの輪郭の出方にあります。
ベゼル外周、ラグ側面、ケースサイドの切り返しなど、光が切り替わる線をきれいに見せたい場合、Grade 5 は純チタンより有利です。
特にポリッシュとヘアラインを隣接させるデザインでは、境界が甘くなりにくく、高級外装としての見え方を作り込みやすくなります。
その一方で、加工負荷は確実に上がります。
meviyのチタン加工の難しさを乗り越える3つの対策やCNCCookbookの『Titanium Machining How To』で整理されている通り、チタンは熱が工具側に残りやすい材料です。
凝着、摩耗、加工面の乱れが出やすい難削材で、Grade 5 ではその傾向がさらに強まり、工具寿命、加工時間、後工程の負荷がコストに直結します。
外装品質の観点では、鏡面仕上げとの相性が良いことも見逃せません。
切削だけで鏡面になるわけではありませんが、研磨工程に入ったあと、稜線を残したまま光沢面を詰めていける余地が Grade 2 より広いです。
高級ケースで Grade 5 の採用率が高い背景には、この「仕上げた後の見え方」の差があります。
なお、Grade 23(Ti-6Al-4V ELI)は Grade 5 の近縁材で、介在元素を抑えた仕様です。
時計外装での露出は限定的ですが、材質区分としては Grade 5 の派生として理解すると整理しやすくなります。
DAT55Gと他候補
DAT55G は、大同特殊鋼が展開するチタン合金で、時計分野では高硬度チタン合金として紹介されることが多い材料です。
G-SHOCKのMR-G系など、外装品質と耐傷性を前面に出す製品群で言及される機会があります。
位置づけとしては、Grade 2 と Grade 5 の延長線上ではなく、さらに耐傷性訴求を強めた特殊候補と捉えるほうが実務には合います。
ただし、DAT55G は Grade 2 や Grade 5 と違い、公開された一次データが限られます。
時計メディアでは「Grade 5 の約 3 倍の硬さ」といった表現も見られますが、公開一次情報で HV 値まで確認できる状態ではありません。
そのため、この材料は「高硬度訴求」「採用事例あり」「数値の公開範囲は限定的」というエビデンス区分で扱うのが妥当です。
加工現場の感覚としても、DAT55G は仕上がりの魅力と引き換えに、一般的な純チタンより手間が増える方向で考える材料です。
高硬度材はケース外装の耐傷性には寄与しますが、切削・穴加工・最終研磨の負荷も上がりやすく、量産安定性まで含めた設計が必要になります。
外装グレードを上げるための材料であり、単純な置き換え材ではありません。
他候補としての Grade 4 は、純チタンの延長で強度側に寄せたい場合に名前が挙がる材料です。
純チタンらしい耐食性や質感を残しつつ、Grade 2 より高強度側に振れるため、設計上の中間案になりえます。
もっとも、時計業界の実際の認知は Grade 2 と Grade 5 に集中しており、比較検討の起点もこの2材になることが多いです。
ℹ️ Note
(一次出典未確認) DAT55G のような特殊合金は、材料名だけで判断するより、「公開されている機械特性の範囲」「採用実績の有無」「仕上げ工程まで含めた加工難度」で位置づけると整理しやすくなります。時計外装では、カタログ上の硬さだけでなく、稜線の維持、研磨代、再仕上げの可否まで含めて見る必要があります。

DAT55G Daido original standard | チタン合金・形状記憶合金 | 製品情報 | 大同特殊鋼
大同特殊鋼のチタン合金・形状記憶合金DAT55G Daido original standardをご覧いただけます。
www.daido.co.jp比較表:硬さ・加工性・仕上げ性

時計ケース用チタンを設計・調達の目線で並べると、比較の軸は引張強さよりも、硬さ、加工負荷、仕上げ面の作りやすさ、外装意匠との相性に集約されます。
下表は、時計ケースで話題になりやすい主要候補を同じ観点で整理したものです。
| 材料 | 材料分類 | 硬さの目安 | 加工性 | 仕上げ性 | コスト感 | 用途例 |
|---|---|---|---|---|---|---|
| 材料 | 材料分類 | 硬さの目安 | 加工性 | 仕上げ性 | コスト感(概算) | 用途例 |
| --- | ---: | ---: | --- | --- | ---: | --- |
| Grade 2 | 純チタン系 | 110〜150 HV | 純チタン系としては標準的。外装傷管理に注意が必要 | マット、ブラスト、ヘアラインと相性が良い。鏡面は輪郭管理が必要 | 概算: 要見積(供給形態で変動) | 軽量ケース、実用ブレス |
| Grade 4 | 純チタン系(高強度側) | Grade 2 よりやや高い | Grade 2 より負荷は上がるが取り扱いは類似 | 純チタンの質感を維持しつつ強度側に寄せる | 概算: 要見積 | 強度を重視する実用品 |
| Grade 5(Ti-6Al-4V) | α+β型チタン合金 | 300〜400 HV | 難削材として工具摩耗や熱集中に注意 | 鏡面、切り返し、輪郭保持で有利 | 概算: 要見積 | 高級ケース、複合仕上げ |
| Grade 23(Ti-6Al-4V ELI) | Grade 5 派生材 | Grade 5 に近い | Grade 5 系に準ずる | Grade 5 と類似 | 概算: 要見積 | 特殊用途、厳格な材質要件 |
| DAT55G | 大同特殊鋼の高硬度チタン系(採用例あり) | 公開一次データ限定 | 公開情報は限定的だが高硬度側の扱い | 高耐傷性訴求向け(ただし一次データ未確認) | 概算: 要見積(一次出典未確認) | 高耐傷性を求める特殊モデル |
(注)コスト感は参考の概算であり、板厚、材形、ロット、加工前処理の有無で大きく変動します。
DAT55G の機械的特性(HV、UTS 等)はメーカーの一次資料で確認してください。
この表から読み取れるのは、Grade 2 と Grade 5 が単純な上下関係ではないということです。
Grade 2 は軽量実用外装に向き、Grade 5 は高級意匠外装に向きます。
DAT55G はそのさらに先にある特殊材ですが、公開データが少ないため、設計上は「高硬度材の採用事例」として扱うのが現実的です。
DAT55G の一次データ(HV、UTS 等)は公開が限定的です。
設計・発注時には大同特殊鋼の製品データシート等のメーカー一次資料で数値を必ず確認してください。
表面硬化まで含めると整理はさらに変わります。
たとえばメーカー説明では、シチズンのデュラテクトのような表面硬化適用材が 1000 HV 超で紹介される事例もあります。
これは母材そのもののグレード比較とは別の軸で、基材選定と表面改質を分けて考える必要があるということです。
つまり、素材グレードだけで耐傷性の結論を出すのではなく、どこまで後工程を前提にするかで採用理由が変わります。
チタン時計ケースの加工工程
工程フロー
チタン時計ケースの製造は、外から見ると一体の外装部品ですが、実際の現場では基準をどこで作り、どの工程で変形を逃がし、どこまでを切削で決めるかの積み上げで品質が決まります。
代表的な流れは、素材準備から始まり、鍛造または打ち抜きでおおまかな外形を作り、その後に5軸CNCで立体形状を追い込み、穴あけとねじ加工で機能部を完成させ、必要に応じて応力除去を挟み、研削・研磨で外装面を整え、寸法検査と外観検査で締める形です。
工程を一覧にすると、次の順序で見ると全体像をつかみやすくなります。
| 工程 | 主な作業内容 | 管理ポイント |
|---|---|---|
| 素材準備 | 板材・棒材・鍛造ブランクの受入れ、材料識別、取り代設定 | 材料ロット、基準面候補、取り代の均一性 |
| 鍛造/打ち抜き | 近似形状の成形、外周の荒形状作り | フラッシュ管理、鍛流線、後工程の取り代 |
| 5軸CNC切削 | 外形、ラグ、裏面、ベゼル受け、開口部の高精度加工 | 基準面、治具、ゼロ点、荒中仕上げの順序 |
| 穴あけ・ねじ加工 | リューズ管、裏蓋ねじ、バンド穴などの機能穴加工 | 同軸度、面粗さ、ねじ精度、バリ管理 |
| 残留応力対策 | 時効、応力除去、中間焼なまし | 反り、寸法戻り、薄肉部の変形抑制 |
| 研削・研磨 | 平面・曲面の整形、ヘアライン、鏡面、切り返し形成 | エッジのだれ、焼け、面の均一性 |
| 寸法検査/外観検査 | 三次元測定、ゲージ検査、拡大観察、仕上げ確認 | 寸法公差、外観傷、面粗さ、官能評価 |
素材準備の段階で、丸棒から総削りするのか、板材から打ち抜き主体にするのか、鍛造ブランクを使うのかで後工程の負荷は変わります。
量産では鍛造ブランクから入るほうが外形の歩留まりと外観面の密度を取りやすく、少量多品種では切削主体のほうが立ち上がりは速い、という整理になることが多いです。
時計ケースでは寸法だけでなく見た目の輪郭も製品価値そのものなので、工程表は単なる順番ではなく、どの工程で形状精度を持たせ、どこで意匠面を守るかまで含めて設計されます。
鍛造/打ち抜きの勘所
鍛造ケースでは、いきなり最終形状まで一発で寄せるのではなく、段階成形で肉の流れを整えながら外形を近づける考え方が基本です。
時計メディアの工程解説でも、鍛造ケースでは50〜現場感覚でもこの工程は「圧力の大きさ」だけでなく、「どこに材料を流し、どこに逃がすか」で差が出ます。
ラグや側面の稜線を立てたいケースほど、素材の流れ方が外観面の均質さに直結します。
打ち抜きや鍛造の後には、周囲にフラッシュが出ます。
このフラッシュを単なる余り材として雑に扱うと、後工程で基準が乱れたり、面取り量が揃わなかったりします。
フラッシュ量が多すぎるとトリミング負荷が増え、少なすぎると型内充填が不安定になります。
時計ケースでは外周の見切り線がそのまま意匠になるため、フラッシュ管理は歩留まりだけでなく外観の前工程管理でもあります。
鍛流線の扱いも見逃せません。
鍛造ブランクから5軸で仕上げると、外観面に素材流れの利点が出る場面があり、切削主体の総削りより面の締まりがよく見えることがあります。
とくにラグの根元やケースサイドのように、光が流れて見える部位では差が出ます。
一方で、荒取り代を厚く取りすぎると鍛造の利点を削り落とすだけでなく、薄肉部の反りも増えやすくなります。
一般に、鍛造から切削へ渡すときの取り代は「削れるから多め」で決めるのではなく、反り、基準、外観面の残し方まで含めて決めたほうが安定します。
5軸CNCの段取りとパス設計
5軸CNCでは、プログラムそのものより先に基準面をどこで作るかを固める必要があります。
ケース外周、裏面座、開口部、ラグ端面のどれを一次基準にするかで、後の同軸度や平行度が変わるからです。
チタンケースは形状が複雑でも部品点数は少ないため、基準設定が曖昧だと全工程にその誤差が持ち越されます。
実務では、まず裏面側か内径側で安定した基準を作り、治具側のゼロ点と一致させてから、外周意匠面へ展開する段取りが多くなります。
治具は「つかめること」より「変形させないこと」が優先です。
チタンは熱が局所に溜まりやすく、薄肉ケースではクランプの押し込みと切削熱が重なると、加工中は真円でも解放後に戻りが出ます。
そのため、治具面の当たり方、支持点の位置、ゼロ点の再現性が加工精度の土台になります。
ラグ付きケースでは片持ち形状が多く、外周を強く押さえたまま反対側を削ると、解放後にラグの開き寸法が動くことがあります。
ツールパスは、荒取り、中仕上げ、仕上げを明確に分けたほうが結果が安定します。
荒取りでは不要材を落とすことが目的ですが、時計ケースではここで攻めすぎると、後で支える肉まで失います。
中仕上げで残し代を均一化し、仕上げで面品位と輪郭を決める流れにすると、ラグ先端やベゼル外周の稜線が整いやすくなります。
チタン加工の一般論としてCNCCookbookのTitanium Machining How Toでも、時計ケースは工具径が小さく逃げ場も少ないため、切りくずの再切削を避ける意識がさらに強く求められます。
高圧クーラントも有効な手段ですが、圧力だけで決まる話ではありません。
時計ケースのポケット部やラグ間では、ノズルの当たり角度が悪いと切れ刃の近くまで届かず、切りくずが再び噛み込みます。
段取りでは、工具突出し、ノズル位置、開口方向、加工姿勢を一体で考えたほうが、面粗さと工具寿命のばらつきが減ります。
穴あけ・ねじ加工の精度管理
ケースの機能を左右するのは、外周の見た目だけではありません。
リューズ管の穴、裏蓋ねじ、バンドバー穴などの位置関係と軸の通りが崩れると、組み立てで無理が出ます。
とくに管まわりは、穴径だけ合っていても、外観面に対する直角度やムーブメント側との同軸が甘いと、巻真の入り方やパッキンの当たりが不安定になります。
裏蓋ねじでも、ねじ軸が傾くと座面当たりが片寄り、締結感と防水部の圧縮状態に差が出ます。
この工程では、穴加工前に基準を再確認し、外周基準ではなく機能基準から追い込む段取りが有効です。
ケース外形がきれいでも、内部基準と穴位置がずれていれば製品として成立しません。
面粗さも意外に効く要素で、管の圧入部やねじ座面は、寸法だけでなく接触面の状態まで見ないと再現性が落ちます。
ねじ加工では、切削タップを使うか、形成タップやコイル挿入を前提に設計するかの判断が分かれます。
純チタン寄りの材では切れ味を優先した切削タップが収まりやすい場面があり、強度側の合金ではねじ山の欠けや工具負荷を見ながら、形成やインサートを含めて検討したほうが安定することがあります。
OSGの技術解説でも、時計ケースではねじサイズが小さく、再タップの逃げが少ないため、下穴精度、潤滑、切りくず処理、バリ抑制をまとめて管理するのが基本です。
残留応力対策と中間熱処理

チタンケースの加工で厄介なのは、加工中に問題が見えなくても、治具から外した時点で反りや戻りが表面化するということです。
鍛造由来の内部応力、荒取りで偏った肉厚、片面加工による熱履歴が重なると、薄肉部やラグ先端に歪みが出ます。
とくにベゼル受け周辺や裏蓋開口の周囲は断面変化が大きく、寸法が合っていたはずの部位が、次工程でずれることがあります。
そのため、工程途中で中間焼なましや応力除去を挟む設計は実務上よく使われます。
すべてのケースで必須になるわけではありませんが、薄肉化したモデルや、鍛造後の取り代差が大きいモデルでは、荒取り後に一度応力を落としてから再基準取りするほうが歩留まりは安定します。
チタン合金では熱処理後の皮膜や色変化も管理対象になるため、寸法だけ見て決める工程ではありません。
熱処理を入れるなら、その後にどの面を基準として再度つかむかまで含めて工程化する必要があります。
薄肉部の歪みを抑える段取りとしては、片面を一気に仕上げず、表裏で肉を均しながら残し代を揃える方法が有効です。
ラグのような張り出し部は、最終厚みに近づくほど保持力が落ちるため、仕上げ寸前まで補助肉を残しておき、最終パスで解放する構成のほうが輪郭が崩れにくくなります。
荒取りで削れるだけ落としてしまうと、その時点では速く見えても、後で反り補正や再仕上げが増えて総工数が膨らみます。
💡 Tip
薄肉ケースで寸法戻りが出るときは、工具や送りより先に、左右対称に肉を減らしているか、基準を持ち替える前に応力を逃がしているかを見直すと原因が見つかることが多いです。チタンでは切削条件の調整だけでなく、除肉の順番そのものが結果を左右します。
研削・研磨と検査
切削で形が出ても、そのままでは時計ケースの外装になりません。
研削と研磨では、平面の締まり、曲面のつながり、稜線の立ち方、ヘアラインの方向、鏡面の映り込みまで整えていきます。
チタンは焼き付きと引きずりが出やすく、バフ圧を強くかけるとエッジが丸まりやすいので、削る研磨と光らせる研磨を分けて考える必要があります。
ケースサイドの鏡面と上面ブラッシュの切り返しは、ここで輪郭が決まります。
面粗さの評価では、一般的な鏡面の目安としてRa 0.2 µm前後が参照されますが、時計用途では数値だけで完結しません。
実際には、照明を振ったときの流れ方、面のうねり、稜線の通り方まで見ます。
つまり、Ra評価に加えて官能評価が併用される世界です。
数値上は同じ粗さでも、バフ目が残る面と、面が締まって見える面では商品印象が違います。
検査は、寸法検査と外観検査を分けて考えると整理しやすくなります。
寸法は三次元測定機(CMM)で主要形状を追い、穴径や溝幅、段差はピンゲージや専用ゲージで確認します。
ケースは小型部品でも自由曲面が多いため、CMMでは測定点の取り方が重要で、見たい形状に対して適切な点群を置かないと実態を取りこぼします。
外観は拡大鏡だけでなく照明角度を変えて観察し、打痕、引きずり傷、エッジだれ、磨きムラを拾います。
ラグの谷部や管穴まわりは光が回り込みにくいので、不良を見落としやすい部位です。
MEN’時計ケースは成形から仕上げまで工程数が多く、どの工程も単独では完結しません。
鍛造で作った素地、5軸の基準出し、応力管理、研磨の手の入り方、検査の見方がつながって、ようやく外装品質になります。
チタン時計ケースの加工工程を見る面白さは、まさにこの「一工程の巧拙が次工程の難易度を決める」連鎖にあります。
5軸加工・工具選定・潤滑の実務ポイント

設備・剛性・把持
チタンケースの5軸加工では、まず設備側の剛性が結果を決めます。
主軸や旋回軸の精度だけでなく、工具突き出し、ホルダ、治具、ワーク把持までを一体で見ないと、切れ味の議論だけでは収まりません。
現場では、びびりや寸法ばらつきの原因が工具条件ではなく、把持系のたわみにあったというケースが多いです。
基本はショートツール、太径シャンク、高剛性チャックです。
とくにケースのラグ間、裏蓋開口の内周、ベゼル受けの立ち壁は、細く長い工具を入れたくなる形状ですが、そこで突き出しを欲張ると刃先が逃げ、面が波打ちます。
油圧チャックや焼きばめなど、振れを抑えられる把持系を使い、治具側もワークとの距離を詰めて治具最短化を図ると、撓みとびびりの発生点が減ります。
5軸の利点は、長い工具で無理に届かせるのではなく、工具姿勢を変えて短い工具で届かせることにあります。
時計ケースのように曲面と薄肉が混在する部品では、この発想がそのまま外観品質に効きます。
『CNCCookbookのチタン加工解説』でも、チタンでは工具・治具・クーラントを含めた剛性確保が前提と整理されています。
把持では、外周クランプだけで押し切らない段取りが有効です。
表面意匠を傷めたくない部品では、基準面を限定して面支持を増やし、切削反力を一点に集めない設計が効きます。
薄肉背面を持つケースでは、真空治具で背面を面保持すると、機械クランプだけで支えるより振動が落ち着く場面があります。
実務でも、背面全体を吸着してから仕上げに入れると、ラグ端やサイド壁の鳴きが減り、刃当たりが素直になる傾向がありました。
Titanium Machining How To [Tooling, Tips, and Techniques]
www.cnccookbook.com切削戦略
切削戦略は、チタンを鋼と同じ感覚で削らないことが出発点です。
熱が刃先にこもるので、切削速度を上げて時間短縮を狙うと、摩耗と凝着が先に進みます。
時計ケースのような小物外装では、公開された統一条件はありませんが、実務では低切削速度を基調にしつつ、送りで稼ぎ、切込みは浅く保つ考え方が基本になります。
このとき相性が良いのがHEM(高能率加工)です。
工具径に対して切込み幅を絞り、切込み深さと送りを使って金属除去を進めると、工具への負荷が局所に偏りにくくなります。
一定のエンゲージを保つツールパスを使えば、コーナーで急に負荷が跳ねず、刃先温度も暴れにくくなります。
ケース外周や裏面ポケットの荒取りでは、深く食い込ませるより、高送り・浅切込みで安定した切削時間を積み上げるほうが、総合では面も工具寿命も整います。
プランジ加工の活用も見逃せません。
細長い側壁を横方向からなぞると工具が逃げる形状では、軸方向に荷重を受けるプランジのほうが主軸剛性を使えます。
ラグ間の深い逃げや、ケース内側の狭い開口では、側面切削だけに頼らず、プランジで除肉してから輪郭を整える段取りのほうが、びびりを避けやすくなります。
切りくず対策も戦略の一部です。
チタンは切りくずが長くつながると、逃げ面や加工面に巻き付き、再切削で傷を作ります。
そこで、チップブレーカ付き工具や切りくず分断を意識したツールパスを使い、連続した長大切りくずを作らない工夫が必要です。
小径工具の連続周回だけで処理すると、見た目以上に切りくずが抜けず、特にケース内周で傷が出やすくなります。
💡 Tip
荒取りで時間がかかっているとき、回転数だけを上げると刃先温度が先に飽和します。チタンでは、切削速度を抑えたままエンゲージを整え、送りとパス設計で除肉量を確保したほうが、仕上げ面まで含めて帳尻が合います。
工具材種とコーティング

工具材種は、まず超硬、それも微粒子系を軸に考えるのが定石です。
刃先強度と耐欠損性のバランスが取りやすく、小径エンドミルでも輪郭保持が効きます。
時計ケースはコーナー部や開口端で負荷変動が多いため、鋭利さだけを追うと刃欠けが先に出ます。
そこで、刃先には適度な強度を持たせ、コーナーR付きの仕様を選ぶと応力集中が緩みます。
シャープコーナーが必要な意匠でも、荒中仕上げまではR付きで負荷を受け、最終輪郭だけ別工具で作るほうが安定します。
コーティングはTiAlN/AlTiN系が中心です。
耐熱性と耐酸化性の面でチタンとの相性が良く、刃先の熱ダメージを抑えやすいからです。
TiAlN系は難削材向けの標準膜種として定着しており、膜そのものの硬さも高いため、逃げ面摩耗の進行を遅らせやすいのが利点です。
とくにGrade 5系や高硬度寄りのチタン合金では、無被膜や汎用膜よりも、こうした耐熱膜のほうが加工面の乱れが出にくくなります。
ドリルとタップは、エンドミル以上に冷却重視で選ぶ必要があります。
穴の中では熱も切りくずも逃げにくく、表面加工より条件が厳しくなります。
内部給油ドリルや、切りくず上がりを確保しやすい溝形状のドリルは、深くない穴でも効きます。
タップも、刃形だけでなく油剤の届き方まで含めて選ぶべきで、切れ味の鈍い工具を使うと、ねじ山のむしれと焼き付きが一気に増えます。
とくに微小ねじでは、切削抵抗が少し増えただけで折損側に振れます。
冷却・潤滑と切りくず排出
冷却と潤滑では、高圧クーラントの意義が大きいです。
役割は単なる温度低下ではありません。
切れ刃近傍へ確実に液を届かせて、切りくずを押し出し、凝着を減らし、再切削を防ぐことにあります。
Sandvik Coromantの技術情報でも、圧力だけでなくノズルの到達性と角度が効果を左右すると整理されています。
チタン加工では、この「どこに当てるか」が結果を分けます。
ノズルは工具の回転に対して死角へ入れず、切りくずの流れ方向を読んで配置するのが基本です。
ケース内周のポケットやラグ裏のように、切りくずが溜まりやすい形状では、刃先に当たっていても排出方向が悪いと意味が薄れます。
切りくずを押し戻す角度ではなく、抜け道へ押し出す角度に合わせると、面傷が減ります。
実務でも、高圧クーラントを併用してから、切りくず巻き付きによる表面傷のトラブルが目に見えて減る場面がありました。
とくにケースサイドの仕上げで、細長い切りくずが面に擦れる不良は、この対策で収まることが多いです。
ただし、高圧なら無条件に有利というわけではありません。
研究では、供給圧を上げた条件より、低い圧力のほうが工具寿命が伸びた例もあります。
現場感覚でも、圧力、流量、ノズル位置、工具溝形状の組み合わせで効き方が変わります。
したがって、考え方としては「高圧設備を使う」よりも、「切れ刃に届き、切りくずを外へ出せる供給にする」が先です。
MQLは潤滑面では魅力がありますが、時計ケースのように袋形状や深い逃げが多い部品では適用範囲が狭まります。
ミストが届きにくい内周や、切りくずが溜まりやすい部位では、冷却不足よりも排出不足が問題になります。
外周の軽切削や限定的な仕上げなら成立する場面はありますが、全工程をMQL主体で押し切る構成は取りにくい設計です。
薄肉・変形対策

薄肉部では、切削そのものより変形をどう増やさないかが勝負になります。
ケースサイド、ラグ、裏蓋開口周辺は、仕上がり寸法に近づくほど保持力が落ち、切削力と残留応力の影響が表に出ます。
そこで必要になるのが、除肉量だけでなく、どの順番で肉を減らすかという視点です。
ツールパスは等周速を意識して、負荷が急に変わる区間を減らすのが有効です。
5軸で姿勢を連続的に変えながら接触点を動かすと、ボールやラジアス工具でも局所的な擦りが減り、熱だまりを抑えられます。
外周の自由曲面を一方向だけでなぞるより、接触条件を揃えたパスのほうが、薄肉壁の押し逃げが減ります。
対向加工で応力バランスを取る考え方も有効です。
片側だけを先に仕上げると、残った側の肉が引っ張り、治具から外したあとに戻りが出ます。
そこで、左右や表裏を交互に削って断面を均し、応力の偏りを小さくしていきます。
ケースのラグでも、片側を最終寸法まで作ってから反対側に移るより、両側を段階的に薄くしたほうが、開きやねじれが出にくくなります。
設計段階で仮肉やサポートリブを一時的に残す方法も、実務では効果があります。
仕上げ寸前まで補助肉を持たせておき、最終工程で切り離すと、加工中の剛性を確保できます。
とくにラグの先端や裏面の薄い張り出しでは、この一手で工具負荷が安定します。
完成品には残らない形でも、加工中だけ支えを持たせる発想は、DFMとして価値があります。
面粗さ・バリの抑制
面粗さを整えるには、仕上げ条件だけでなく、仕上げ前までの履歴を整える必要があります。
荒取りの波形が深いまま仕上げへ入ると、取り代不足の箇所で擦りが出て、逆に面が荒れます。
仕上げ前の残し代は均一にし、仕上げ工具が切削している時間を確保することが前提です。
取り代を詰めすぎると、切っているようで磨いているだけになり、チタンでは凝着痕が残ります。
仕上げ刃の新刃投入タイミングも外観を左右します。
寸法が出ていても、逃げ面摩耗が進んだ工具で鏡面前の下地を作ると、面の流れが鈍り、後工程の研磨負荷が増えます。
現場では、荒取りでまだ使える工具をそのまま仕上げに回すより、仕上げ専用に摩耗の浅い刃を分けたほうが、面品位のばらつきが減ります。
バリ対策では、端面から外へ抜ける切込み方向を意識することが有効です。
出口側に材料を押し出す向きで切ると、ラグ穴まわりや裏蓋座面の端部で返りバリが残ります。
そこで、切込み方向を変えて押し出し量を減らし、必要に応じて微小面取りやブラシ、専用デバリング工具で二次処理します。
時計ケースはバリそのものの大きさより、取った跡が外観に出ることのほうが問題になりやすいので、最初からバリを育てない切り方が効きます。
面粗さの目安としては、研磨鏡面でRa 0.2 µm前後が参照されますが、ケース外装では数値だけでなく、稜線の通り方と面のうねりまで見られます。
だからこそ、切削段階でバリ、擦り、再切削傷を減らしておく意味があります。
仕上げ工程で消せる傷と、輪郭を崩さないと消えない傷は別物で、チタンケースではこの差がそのまま歩留まりに表れます。
表面仕上げの種類と見た目・耐久性
機械仕上げ
時計ケースの印象は、素材名よりもまず表面仕上げで決まります。
とくにチタンはステンレスより地色のトーンがやや柔らかく、同じ形でも仕上げの違いで「道具感」と「高級感」の振れ幅が大きく出ます。
ここで押さえたいのは、見た目の好みと、傷の見え方、そしてエッジの立ち方が同じ方向を向くとは限らないという点です。
ビーズブラストは、ガラスビーズなどのメディアを当てて微細な凹凸を作る機械仕上げです。
光を拡散するので、外観は均一なマット方向に寄ります。
ケース全体の反射が抑えられるため、スポーツウォッチやツール系デザインと相性がよく、指紋も目立ちにくくなります。
面そのものは落ち着いて見えても、局所的に深く入った擦り傷や打痕は凹みとして残るので、無傷に見えるわけではありません。
エッジもわずかに丸く見えやすく、ラグの稜線やベゼル外周の切り返しを強く見せたいケースでは、設計段階のシャープさより柔らかい印象になります。
ヘアラインは、一方向の細い研磨目をそろえて流す仕上げです。
平面や帯状の面では輪郭が締まり、ケースサイドやブレスレット中央リンクの長さ方向を強調できます。
時計用途ではこの「方向性」が美観の中核で、同じ番手で研磨していても、左右で流れがわずかにずれるだけで意匠の乱れとして目に入ります。
実務でも、ケース本体とブレスレット、あるいはラグ上面とベゼル天面でヘアラインの向きが揃っていない個体は、寸法精度以上に雑味を感じさせます。
傷の見え方にも特徴があり、元の筋方向と平行な薄い擦れは紛れますが、直交方向の線傷はすぐに浮きます。
つまり、日常傷を「消す」のではなく、「目立つ向きを限定する」仕上げと見るほうが実態に近いです。
鏡面研磨は、光を像として返すレベルまで面を整える仕上げです。
高級感の演出ではもっとも強力で、ベゼルの斜面やケース側面の面取りに入ると輪郭が一気に立ちます。
前段で触れたRaの話に引きつけるなら、鏡面は数値だけでなく、面のうねりとエッジの通り方まで見られる仕上げです。
うまく決まった鏡面はケース形状を際立たせますが、そのぶん線傷も反射で拾います。
細い擦りでも光が走るので、使用痕の可視化という意味ではもっとも敏感です。
チタンは焼き付きや微細なむしれの管理が難しいため、鏡面の下地づくりで差が出ます。
Grade 5系のほうが稜線を保ちやすいとされるのは、この段階で面の締まりを出しやすいからです。
実際の高級時計では、単一仕上げより複合仕上げが主流です。
ヘアラインの大きな面に、鏡面の面取りを細く差し込むだけでケースの情報量が増えます。
ただし複合仕上げは、境界線の「切り返し」が甘いとすぐに崩れます。
ビーズブラストから鏡面へ、ヘアラインから鏡面へ切り替わる境界は、面粗さの違い以上にマスキング精度と下地の平面度が見た目を左右します。
意匠性を上げるほど、耐傷性より先に仕上げ管理の難度が上がるわけです。
コーティング
機械仕上げだけで外観と耐傷性の両立が足りない場合、次に出てくるのがコーティングです。
時計外装でよく語られるのはPVDとDLCですが、両者は同じ箱に入れてよい部分と、分けて考えるべき部分があります。
共通点は、母材そのものを置き換えるのではなく、表面に薄い機能層を作って意匠と保護を両立させる発想です。
違いは、狙う色調、硬さ、摩擦特性、そして見た目の出方にあります。
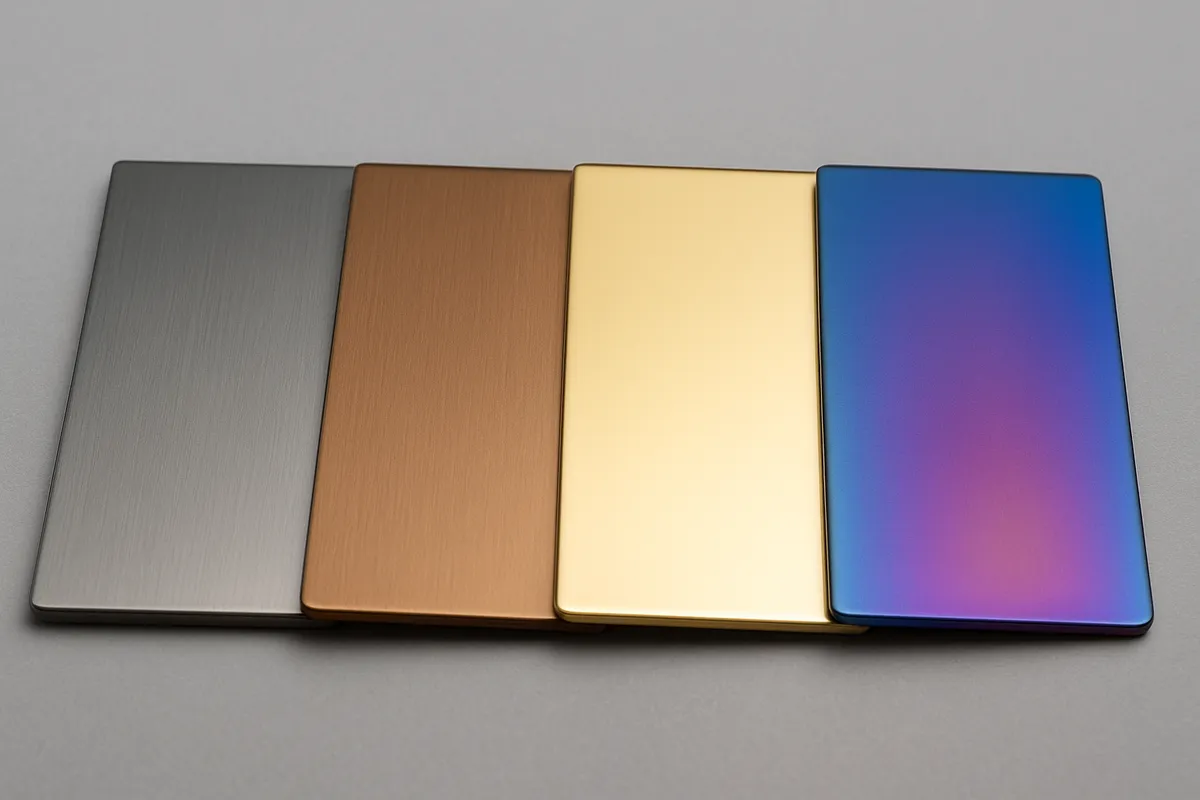
PVDは物理蒸着の総称として使われることが多く、金色、グレー、ブラック、ブルー系まで色調付与の幅があります。
時計では「色を付けるための技術」と見られがちですが、保護膜としての役割も担います。
チタン地の色味を少し深く見せたり、ステンレスでは出しにくい均一なブラックを作ったりできる点は魅力です。
ただし、PVDは名称だけでは膜種が分かりません。
耐傷性はPVDという言葉そのものではなく、何の膜を、どんな前処理で、どの下地に載せたかで決まります。
DLCはその中でも、硬さと低摩擦を前面に出した膜として知られています。
黒色意匠との相性がよく、スポーツモデルやミリタリー調のケースで採用例が多いのはこのためです。
シチズンのデュラテクトDLCのように、メーカーが独自処方と前処理を組み合わせて訴求している例もあります。
DLCは一般にPVD系の標準膜より耐摩耗側で語られることが多く、摺動部品の世界でも使われるのは、硬さだけでなく摩擦が低いからです。
時計ケースでは「擦れて白っぽくなりにくい黒」を作りたい場面で効いてきます。
ここで見落とせないのが、密着性と前処理です。
シチズンのデュラテクトDLCコーティングでも、下地との組み合わせを含めて語られていますが、コーティングは膜そのものが優秀でも、素地の研磨痕、脱脂不足、角部の荒れが残っていると結果が崩れます。
実務でも、DLCは角部で膜厚が均一に乗りにくく、エッジのわずかな欠けや下地の丸まりがそのまま意匠差になります。
黒い膜は反射が締まるぶん、前処理の粗さを隠すより、むしろ強調する場面があります。
ケースの角が片側だけ鈍く見える個体では、成膜条件以前に前処理の均質化不足が疑われることが少なくありません。
温度条件の違いも、DLC を理解するうえで整理しておきたいポイントのひとつです。
DLC の処理温度は成膜法(プラズマCVD、PVD系のバリエーションなど)や膜の組成によって大きく異なります。
時計外装で一般的に使われる「低温系DLC」は数十℃〜約200℃前後で処理される方式が多い一方、炭素系でも高温の処理を必要とする膜種は数百℃以上の条件を要するものがあります。
そのため本文では「低温系DLCは装置・膜種によって数十〜約200℃程度が目安になることが多い」として、装置・膜種依存性を明記します。
デュラテクトDLCコーティング:受託加工サービス(表面処理・プラ成形):シチズン時計株式会社
www.citizen.co.jp表面硬化処理の考え方
表面硬化処理は仕上げやコーティングと混同されやすい領域です。
整理すると、ビーズブラストや鏡面研磨は「見た目を作る」機械仕上げ、PVDやDLCは「膜を載せる」表面処理、表面硬化処理は「表面層そのものを硬くする」技術という分類になります。
なお DLC の成膜温度は成膜法や膜種、装置で大きく変わるため、温度や耐性の記述は「方式依存」であることを明記しています。
時計業界で表面硬化というと、イオンプレーティング系の処理や、各社の独自名称を持つ硬化技術が代表例です。
シチズンのデュラテクト系はその典型で、硬化層と意匠層を組み合わせながら、チタン外装の耐傷性を底上げする方向で展開されています。
「1000 HV超」といった硬さ表現が登場しますが、ここは基材の硬さと区別して読む必要があります。
ケース全体がその硬さの塊になるわけではなく、メーカー説明では表面層の性能として示されている、という理解が正確です。
素材選定と表面硬化処理は代替関係というより積み上げ関係です。
基材がGrade 2なのかGrade 5なのかで、エッジ保持、下地研磨、打痕への粘り方が変わり、その上に硬化層や膜をどう載せるかで最終特性が決まります。
高硬度化は線傷や擦れへの抵抗には効きますが、深い打痕や角部の欠けをゼロにはしません。
とくに時計ケースは平面だけでなく、ラグ先端、ベゼル縁、ボタンガードのような応力集中部が多いので、表面硬度の数値だけで外観寿命を読み切ることはできません。
現場目線で見ると、表面硬化は「傷が付くかどうか」より、「どの傷が、どの見え方で残るか」を変える技術です。
柔らかい素地のヘアラインでは擦れが面全体に広がりやすい一方、硬化層を持つケースでは浅い日常傷が入りにくく、初期の美観維持に効きます。
その代わり、いったん膜や硬化層を貫くレベルのダメージが入ると、補修工程は素地材だけのケースより制約が増えます。
このあたりが、意匠性と耐傷性のトレードオフとして見えてくる部分です。
補修性・再研磨・再コート

補修性の観点では、鏡面、ヘアライン、ブラスト、PVD、DLCは同じ土俵に並びません。
傷が付きにくい処理ほど、傷が入ったあとの直し方は限定される傾向があります。
ここを知らずに「硬いから長くきれい」とだけ捉えると、メンテナンス段階で印象が変わります。
鏡面は、もっとも再研磨の自由度が高い仕上げです。
もちろん深い打痕を消すには母材を削る必要がありますが、面の連続性を保ちながら磨き直せる範囲が広く、局所補修にも対応しやすいのが利点です。
高級時計のポリッシュサービスが成立するのはこのためで、傷の除去と光沢回復を同時に狙えます。
ただし、ケースのエッジを守れるかどうかは別問題です。
磨くたびにラグの角やベゼルの切り返しは少しずつ痩せるので、再研磨しやすいことと、元の造形を保てることは同義ではありません。
ヘアラインは部分補修が可能ですが、筋目の方向、番手、圧力、当て方を揃えないと補修跡が残ります。
時計用途で方向性不一致が目立つのは、新品製造時だけではなく補修時も同じです。
片側のラグだけ筋が強い、ブレス1コマだけ流れが違う、といったズレは遠目でも拾われます。
ビーズブラストも再ブラスト自体はできますが、周囲との色味差やマスキング境界が出るので、面単位で処理し直す発想になります。
一方、PVDやDLCは部分補修が難しく、再コート前提で考えるほうが現実的です。
局所だけを磨いて膜を足すと、色、艶、膜厚が揃いません。
しかも傷消しのために下地を研磨すると、周囲の膜との段差や輪郭差が生まれます。
黒色DLCケースの角だけ白っぽく見える個体では、膜が削れたというより、角部の膜厚が薄い箇所から基材色がのぞいているケースがあります。
このタイプは部分タッチアップで元の意匠に戻すのが難しく、ケース全体または部位単位で膜を剥離し、前処理からやり直して再コートする流れになります。
その違いを整理すると、仕上げ選びは「新品時の見た目」だけでは決まりません。外観寿命の考え方まで含めて選ぶ必要があります。
| 仕上げ手法 | 外観(光沢/色) | 耐傷性 | 補修性 | 寿命/注意点 |
|---|---|---|---|---|
| ビーズブラスト | 低光沢の均一マット、地色中心 | 浅い擦れは拡散して見えにくいが、打痕は残る | 面単位の再ブラストが基本 | エッジが柔らかく見えやすく、境界のマスキング精度が外観差になる |
| ヘアライン | 半光沢、一方向の筋目で立体感を出せる | 筋方向の擦れは紛れやすいが、横切る傷は目立つ | 再研磨可能だが筋方向の再現が必須 | 方向性不一致が意匠の乱れとして出やすい |
| 鏡面研磨 | 高光沢、反射が強い | 基材依存で、線傷は見えやすい | 再研磨しやすい | 研磨のたびにエッジが痩せやすく、輪郭保持が課題になる |
| PVD | 色調付与と保護を両立、ブラックやゴールド系も可能 | 膜種依存 | 部分補修は難しく、再処理は面または部位単位 | 密着性は前処理で決まり、剥離や色ムラは下地不良で起こる |
| DLC | 黒色意匠、締まった低反射、低摩擦 | 一般にPVDより耐摩耗側で語られる | 部分補修が難しく、再コート前提になりやすい | 角部の膜厚ムラとエッジ欠けが意匠差になりやすく、前処理の均質化が効く |
| 表面硬化処理 | 地色を活かす構成と有色膜併用の両方がある | 表面層の硬さ向上で浅い傷への抵抗が上がる | 処理内容に応じて再施工が必要 | メーカー説明の硬さは表面層の値として読むべきで、基材そのものとは分けて考える |
新品時の印象だけを追うなら、鏡面やDLCはどちらも強い武器になります。
ただ、前者は傷が見えやすい代わりに直しやすく、後者は傷に強い代わりに直すときは工程が大きくなります。
時計外装では、この差が長期の満足度にそのままつながります。
コスト・量産性・最新動向
コスト構造の分解
チタンケースの調達コストは、材料単価だけでは読み切れません。
実際には、工具摩耗、加工時間、治具と段取り、熱処理、研磨、外観歩留まりが積み重なって決まります。
とくにGrade 5系や高硬度側の合金では、切れ刃に熱が残りやすく、刃先交換の頻度が上がります。
ここで効くのが工具費そのものより、工具交換に伴う停止時間と条件再現の難しさです。
加工条件を守っていても、刃先の摩耗進行で面品位が先に崩れ、寸法より外観が先に限界に達することがあります。
加工時間も見落とせません。
チタンは一気に削り切るより、低速寄りの条件で熱を逃がしながら多パスで攻める工程設計になりやすく、ケース外周、ラグ内側、ボタンガード、裏蓋合わせ面のような部位ごとに工具と経路を細かく分ける流れになります。
5軸加工で自由度は高くても、1工程で終わるわけではなく、荒取り、中仕上げ、仕上げ、局所の微修正へと分かれるため、見積もり上のサイクルタイムは伸びます。
CNCCookbookのチタン加工解説でも、熱集中と工具負荷を前提に、工具突出しやツールパス管理を含めた保守的な条件設定が語られています。
治具点数もコストの一部です。
時計ケースは外観面が多く、どこを把持面にするかで工程数が変わります。
表から見える面を守ろうとすると、裏面基準で一度保持し、途中で反転し、最終仕上げで別治具に載せ替える構成になりやすく、治具の数だけ段取りと芯出しが増えます。
歩留まり設計では、この「どこを治具面に割り当てるか」が効きます。
取り代、研磨代、治具面の置き方が少し違うだけで、量産全体の外観不良率が目に見えて変わるからです。
中間熱処理も、形状によっては無視できません。
薄肉のラグや開口部周辺で応力戻りが出る場合、応力除去や中間焼なましを挟んだほうが後工程の寸法安定が取りやすくなります。
ただし、そのぶん搬送、待機、再チャッキングが増えます。
工程表では1行でも、現場ではその1行が丸ごとリードタイムの増分になります。
研磨工数は、見積もりの差が出やすい領域です。
前述の通り、ケース外装は面粗さだけでなく、エッジの立ち方と面のつながりが商品価値になります。
切削痕を消すだけなら早くても、鏡面とヘアラインの切り返しを揃え、ラグ4本の見え方を合わせるには手数がかかります。
現場では、ケース外観の微傷リワークが全体工数を押し上げる場面が珍しくありません。
寸法は合格でも、光に当てたときの薄い擦れや、エッジ脇の曇りで止まるケースがあり、その手直しが1個単位では小さく見えても、ロット全体では無視できない負担になります。
再加工の難しさも、チタン特有のコストとして見ておくべきです。
穴位置ずれや面の削り残しなら救済できる場合がありますが、外観面の取り代を使い切ったあとに傷やだれが出ると、再加工で戻せる範囲が急に狭くなります。
とくに複合仕上げのケースでは、一面だけ触ると周囲との境界が崩れます。
ここで再加工可否が曖昧な図面は、量産でそのままコスト増に変わります。
量産性を左右する要因
量産で見ると、鍛造+切削と切削主体では、コストの出方が根本から異なります。
鍛造ルートは最初に金型費が立ちますが、近似形状まで寄せておけるため、切削除去量が減り、外形のばらつきも抑えやすくなります。
MEN'S EXのケース製造解説でも、鍛造ケースが外装の基本工法として扱われているのは、単なる伝統ではなく、量産での安定性に理由があります。
ケース外形の基礎が揃うと、後工程の研磨代を読みやすくなり、外観品質も安定します。
切削主体のルートは立ち上がりが軽く、設計変更にも追従しやすい構成です。
少量多品種や試作段階ではこちらが有利で、ラグ形状やボタン周りの意匠変更も金型改修なしで進められます。
ただし、素材ブロックから削り出す比率が高いぶん、材料ロスは増えます。
チタンは素材価格だけでなく、削った切りくずの管理まで含めてコストを見る必要があるため、歩留まりの差が量産では効いてきます。
工程設計の観点では、量産性を左右するのは単純なサイクルタイムだけではありません。
どの工程で不良を拾えるか、どこまでを前工程で吸収し、どこからを後工程に渡すかの設計で、歩留まりは変わります。
鍛造+切削は前工程の初期投資が重い代わりに、後工程の安定運用に寄与します。
切削主体は柔軟ですが、工程の後半で外観不良が出ると、そこまで積み上げた工数を丸ごと失いやすい構成です。
時計ケースでは、終盤の研磨と外観検査が最も原価を食う場面が多く、そこで落ちる個体をいかに減らすかが量産設計の芯になります。
この差は外観品質にも表れます。
鍛造ブランクを使うと、面の基礎形状が安定し、研磨で追い込む量を揃えやすくなります。
切削主体では輪郭自由度を取りやすい反面、すべてを切削面から作るため、微妙な面うねりや局所の取り残しが後工程に回りやすくなります。
量産での総コストは、加工そのものより歩留まりを保てる工程かどうかで差が付きます。
💡 Tip
時計ケースの量産では、図面上の寸法公差より、外観面に何ミクロン残すかという取り代設計のほうが原価に直結することがあります。研磨代が足りなければ微傷が残り、残しすぎればサイクルタイムと面だれが増えるためです。
AM vs 切削
金属AMと切削は、置き換え関係というより形状と品質要求で役割を分けるほうが実務に合います。
薄肉で高外観のケース外装、シャープな切り返し、広い鏡面、均一なヘアラインといった要求では、切削と研磨の組み合わせに依然として強みがあります。
面の密度感やエッジの通し方は、後加工前提でも切削系のほうが制御しやすく、外観の再現性も高いからです。
逆に、内部トラス、肉抜き、複数機能の一体化、従来は別部品だった構造の統合では、金属AMが有利です。
必要なところにだけ材料を置けるため、設計自由度が高く、削り代前提の発想から外れられます。
Appleが公式発表で、3Dプリント化によって原材料使用量を約50%削減したと明記した点は、AMの価値を端的に示しています。
材料コストそのものより、無駄な体積を抱えない構造に変えられることが大きいわけです。
ただし、AMは造形が終われば完成ではありません。
粉末床溶融結合で作ったチタン部品には積層痕があり、支持材の除去、切り離し、熱処理、基準面加工、外観面の仕上げが続きます。
AM+後加工で見ないと実コストを誤ります。
外観ケースで重要なのは、造形自由度より、最終的にどこまで均一な面に仕上げられるかです。
ここが切削単独より楽になるとは限りません。
判断軸を整理すると、薄肉で見栄え優先のケース、稜線が商品価値になるケース、研磨で光を作り込むケースは切削寄りです。
内部構造に意味がある設計、材料使用量を抑えたい設計、従来なら複数部品だった機能をまとめたい設計はAM寄りです。
調達判断では、造形機の有無より、どの後加工をどこまで許容するかを先に決めたほうがぶれません。
Appleの金属AM事例

2025年から2026年にかけての最新動向として、もっとも象徴的なのがApple Watchのチタンケース事例です。
Appleのニュースルームでは、チタンケースを3Dプリント化し、原材料使用量を約50%削減したと説明しています。
量産外装でこの数字を公式に出した意味は大きく、金属AMが試作専用ではなく、量産工程の一部として組み込まれ始めたことを示しています。
報道ベースでは、このケースは900層超で造形され、造形時間は約20時間と伝えられています。
層数だけ見ると長く感じますが、ここで読むべきなのは単純な造形時間ではなく、素材利用効率と工程再編です。
削り出し中心の発想では、ケース外形を得るために大きな素材体積を抱えます。
AMでは必要体積に近いところから立ち上げられるため、設計次第で材料ロスを抑えられます。
とはいえ、この事例も「AMだけで完結した外装」という理解では足りません。
報道では、造形後にビルドプレートから切り離し、外観部品として成立させるには、積層品特有の表面状態を整える工程が不可欠です。
量産技術として見たときのポイントは、AMが切削を消したのではなく、切削の役割を高付加価値側に寄せたことにあります。
時計業界全体へそのまま横展開できるとは限りませんが、示唆は明快です。
これまでのケース製造は、鍛造で寄せるか、切削で削り出すかが主軸でした。
ここに、設計自由度と材料使用量低減を武器にした金属AMが加わったことで、2025年以降の外装調達は「単価比較」から「工程構成比較」に移っています。
とくにチタンのように切削負荷が高く、材料ロスの影響も大きい材種では、この変化の意味が大きいです。
チタン時計ケースを選定する際の判断基準
用途別の推奨パターン
選定をぶらさないためには、素材名から入るよりもまず優先度を明確にすることが有効です。
例えば「軽さ」「見栄え(鏡面)」「耐傷性」「補修性」「量産性」のいずれを最優先とするかをA/B/Cで定義します。
優先項目を決めれば、素材(Grade 2 / Grade 5 / DAT55G)と仕上げ(機械仕上げ/PVD/DLC/表面硬化)を順に絞り込めます。
選定時には、加工負荷と補修性のトレードオフを明確にして、発注仕様に「どの面を切削完結にするか」「どの面を研磨・コーティングで追い込むか」を必ず書き込んでください。
黒色外装優先なら、スポーツモデルではGrade 5を母材にしてPVDかDLCを組み合わせる考え方が現実的です。
ここで見落としやすいのが、黒くすることと、黒くて見栄えがいいことは別だという点です。
黒色で高級感を出すには、下地の面が整っていないと色が乗っても外観が締まりません。
とくにスポーツ用途で黒色と耐傷性を同時に狙うと、DLCの前に鏡面下地をどこまで作るかで工程数が増えます。
現場ではこの構成を取ると、加工そのものより前処理と外観歩留まりが原価を押し上げる場面が多く、調達ではタクトと歩留まりが想定より振れやすい前提で見ておくほうが堅実です。
耐傷性優先なら、『DAT55G』のような高硬度訴求材、あるいはGrade 5に表面硬化やDLCを重ねる構成が候補に入ります。
『DAT55G』は大同特殊鋼の製品として確認でき、時計外装での採用例もある一方、公開されている一次データは限られます。
そのため、選定上は「高耐傷を前面に出す特殊材」と位置づけ、加工負荷と仕上げ再現性まで含めて評価するのが現実的です。
硬い素材や硬化皮膜は日常傷への強さには効きますが、後工程の調整幅は狭くなります。
耐傷性優先なら、DAT55G のような高硬度訴求材、あるいは Grade 5 に表面硬化や DLC を重ねる構成が候補に入ります。
ただし DAT55G は一次公表データが限定的なため、採用判断では加工負荷、量産性、補修性まで含めた評価が必要です。
補修性重視であれば純チタン系の機械仕上げを軸にすると、部分再研磨や局所補修の自由度が高くなります。
黒色コーティングや硬化皮膜は耐摩耗性に優れますが、傷が入った際の修復は再コートや部位単位の処理が前提になりやすく、発注時に補修フローを明記しておくことを推奨します。
| 用途パターン | 軽さ | 耐傷性 | 鏡面性 | 量産性 | 補修性 | 素材の第一候補 | 仕上げの第一候補 |
|---|---|---|---|---|---|---|---|
| 大型ダイバーズ / スマートウォッチ | A | B | C | A | B | Grade 2 | 機械仕上げ |
| ドレス / ラグジュアリー外装 | B | B | A | B | B | Grade 5(Ti-6Al-4V) | 機械仕上げ |
| 黒色スポーツ | B | A | B | B | C | Grade 5(Ti-6Al-4V) | DLC |
| 耐傷性訴求モデル | B | A | B | C | C | DAT55G | 表面硬化 |
| 長期保守前提の実用機 | B | B | C | A | A | Grade 2 | 機械仕上げ |
この5項目評価を先に決めると、素材と仕上げの組み合わせも絞れます。
考え方としては、素材側でケースの骨格を決め、仕上げ側で見た目と表面性能を補います。
たとえば、軽さA・補修性AならGrade 2×機械仕上げ、鏡面性AならGrade 5×機械仕上げ、黒色外装AならGrade 5×PVDまたはDLC、耐傷性AならGrade 5×表面硬化、もしくは『DAT55G』×高品位研磨という見方です。
⚠️ Warning
優先度のAが2項目までなら選定は比較的素直にまとまります。Aが3項目を超えると、素材変更ではなく工程追加で帳尻を合わせる構成になりやすく、原価と歩留まりの両方に跳ね返ります。
現実の一次選定では、まず仕上げ要求と加工コストのバランスでGrade 2かGrade 5を決めるのが基本です。
マット、ブラスト、ヘアライン主体で軽さを前に出すならGrade 2、鏡面の比率が高く、ケースの切り返しや稜線の見せ方を商品価値に置くならGrade 5という整理が最もぶれません。
黒色や高耐傷が必要な案件では、その次にPVDDLC表面硬化を足します。
ここで補修工程まで含めて考えていないと、量産後のサービス設計で整合が取れなくなります。
発注前に確認すべきポイント

発注前の詰めでは、図面に書かれた見た目要求を、そのまま加工要求に翻訳する必要があります。
チタンケースで外しやすいのは、素材は決めたが、どこまでを切削で作り、どこからをポスト仕上げで追い込むかが曖昧なまま進むということです。
複雑曲面、薄肉ラグ、裏蓋側の逃げ形状、ベゼル周辺の切り返しが入るケースでは、5軸加工と後仕上げを前提に段取りを組まないと、基準面が失われて面品位も寸法も不安定になります。
そのため、発注仕様では少なくとも次の観点を揃えておく必要があります。
- 素材はGrade 2Grade 5(Ti-6Al-4V)『DAT55G』のどれを前提にするかを決める
- 主仕上げは機械仕上げ、コーティング、表面硬化のどれかを選定する
- 鏡面面積とヘアライン面積の比率、切り返し位置の定義
- 黒色外装ならPVDかDLCか、再補修時に再コートを前提とするかを決める
- 薄肉部、複雑曲面、アンダーカット部に5軸段取りが必要かどうか検討する
- 基準面をどこに置き、どの工程で持ち替えるかを決める
- 研磨代をどこに残し、どの面は切削完結にするか
工程設計の観点では、複雑曲面や薄肉形状ほど、取り代と基準面の設計がそのまま歩留まりに直結します。
チタンは熱の逃げ方と工具負荷の管理が難しく、形状が込み入るほど加工順序の影響が大きくなります。
時計ケースでは、荒加工で剛性を確保し、中仕上げまでで輪郭を決め、仕上げと研磨で意匠面を作る流れを崩さないことが肝になります。
図面段階で面ごとの役割が整理されていないと、現場は全部の面を同時に守ろうとして工程が膨らみます。
黒色外装や高耐傷構成では、再補修の扱いも発注仕様に含めるべき項目です。
DLCやPVDは部分補修で整えるというより、再処理前提で考えるほうが整合が取れます。
量産時は新品外観だけで判断しがちですが、サービス戻りを含めた全体設計で見ると、どの工程まで剥離し、どこまで再研磨できるかで運用負荷が変わります。
黒色ケースは見栄えが強い一方で、補修フローまで含めて決めておかないと、後から外装基準がぶれます。
調達判断を現実的にまとめると、入口ではGrade 2かGrade 5を先に決め、その後に黒色化、硬化、鏡面比率を積み上げる順序が最も破綻しにくい設計です。
『DAT55G』は耐傷性訴求で魅力がありますが、特殊材としての扱いになりやすいため、外観要求と加工工程を標準材以上に細かく詰める必要があります。
時計ケースでは、素材選定そのものより、どの意匠をどの工程で作るかを先に固定した案件のほうが、量産に入ってからの修正が少なくなります。
まとめ
チタン時計ケースは、軽さや耐食性だけでなく、加工方法と仕上げの組み合わせで印象と実用性が大きく変わります。
Grade 2は成形性に優れ、Grade 5は強度と精度面で有利です。
そこにDLCやPVD、ブラスト、鏡面研磨などをどう重ねるかで、見た目の高級感と傷への強さのバランスが決まります。
選定では、まず狙う意匠と使用環境を明確にし、必要な硬さ、色味、光沢を工程ごとに整理することが重要です。
DAT55Gのような特殊材は魅力がありますが、量産性や調達性まで含めて検討する必要があります。
素材名だけで判断せず、最終的な仕上がりから逆算して選ぶことが失敗を減らす近道です。
まとめ
チタン時計ケースの選定は、素材だけで決めず、素材・加工・仕上げの三層を一体で固めるのが結論です。
素材はGrade 2Grade 5『DAT55G』のどれで骨格を作るか、加工は鍛造・切削・金属AMのどれで形状と歩留まりを取るか、仕上げは機械仕上げ・コーティング・硬化のどれで意匠と表面性能を作るか、この順で整理すると判断がぶれません。
密度 4.5 と 8.0 g/cm³ の差、HV レンジ、鍛造 50〜200トン、DLC の成膜条件の幅、Appleの原材料約50%削減のような数値は、その三層を現実に落とし込む目印になります。
関連記事
建築外装のチタンパネル比較と選び方|耐候性・意匠性・施工
外装用チタンパネルは、海岸部や公共建築で評価されてきた耐候性と、光の角度で表情が変わる意匠性が魅力ですが、採用判断は「高級素材」という印象だけでは決められません。設計者と調達担当者にとっては、純チタンGrade 1Grade 2を前提に、
自動車部品のチタン採用|適用部位と選定基準
自動車はトヨタやJAFの説明でも約2万〜3万点の部品で成り立つ製品であり、チタンの軽量化効果は「どこに入れるか」を外すと評価がぶれます。本稿では、高温部・動的部・締結/ばね部の三分類を起点に、Ti-6Al-4Vを中心とした合金選定を整理します。
航空宇宙のチタン合金選定|軽量化と耐熱性
航空宇宙部品でチタンが選ばれる理由は単に「軽くて強い」からではありません。代表的な合金である Ti-6Al-4V(比重 4.43 g/cm³、引張強度 ≈ 895 MPa)を起点に、使用温度に応じて合金を切り替えることが実務の基本となります。
チタン眼鏡フレーム|素材選定・製造工程・接合
チタン眼鏡フレームは、軽いだけでなく、耐食性や肌への配慮まで含めて評価されますが、実務では「どのチタンをどの部位に使うか」で出来が変わります。現場ではテンプルのしなり量をβ型チタンで確保し、フロントは純チタンで質量と加工性の釣り合いを取る構成が採用されるケースが多く、